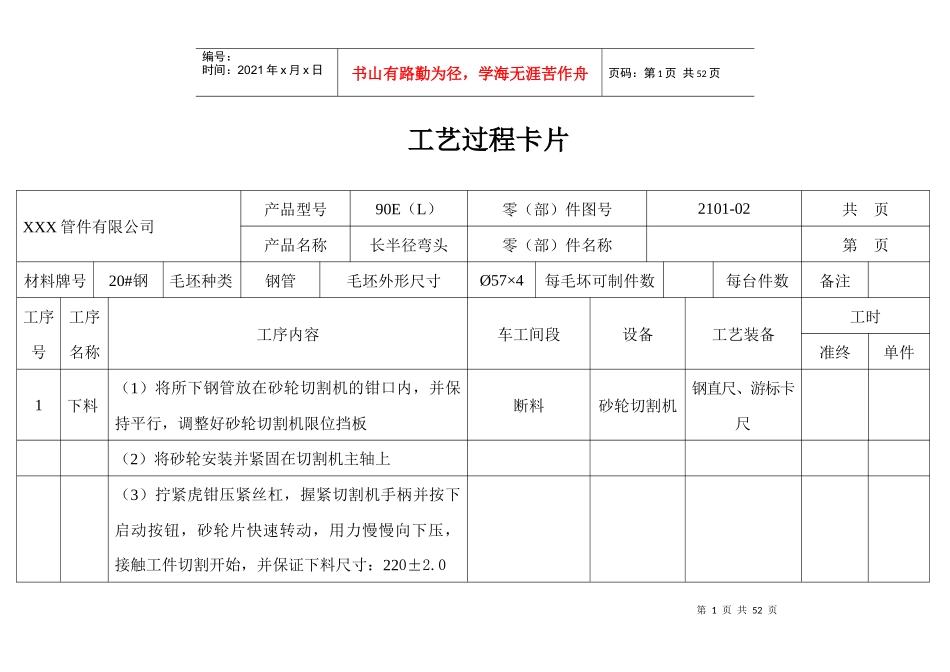
第1页共52页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共52页工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-02共页产品名称长半径弯头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø57×4每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮切割机的钳口内,并保持平行,调整好砂轮切割机限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:220±2
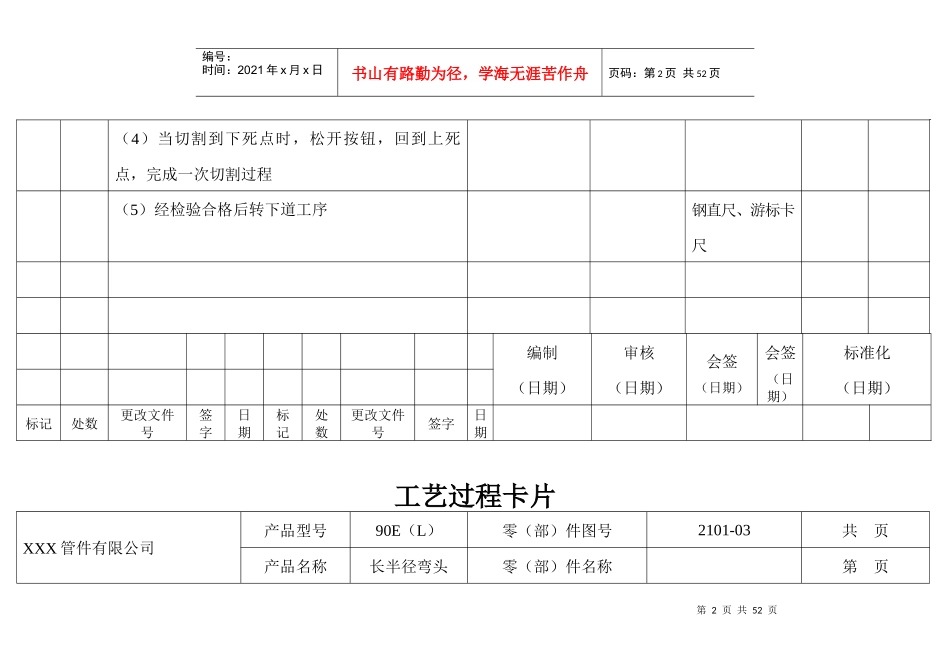
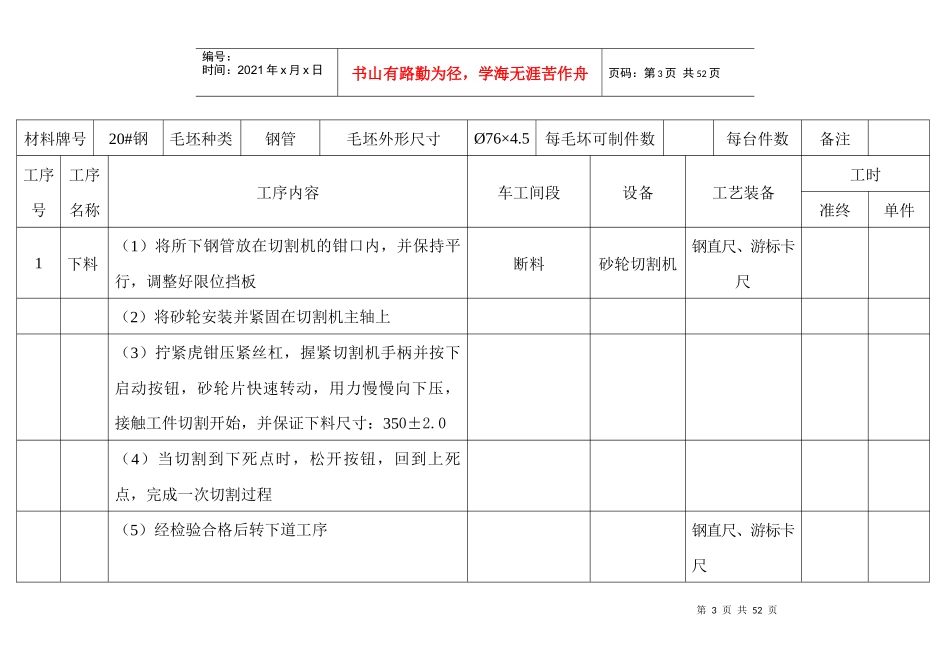
0第2页共52页第1页共52页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共52页(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-03共页产品名称长半径弯头零(部)件名称第页第3页共52页第2页共52页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共52页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø76×4
5每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在切割机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:350±2
0(4)当切割到下死点