第0页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第0页共33页第1章绪论1
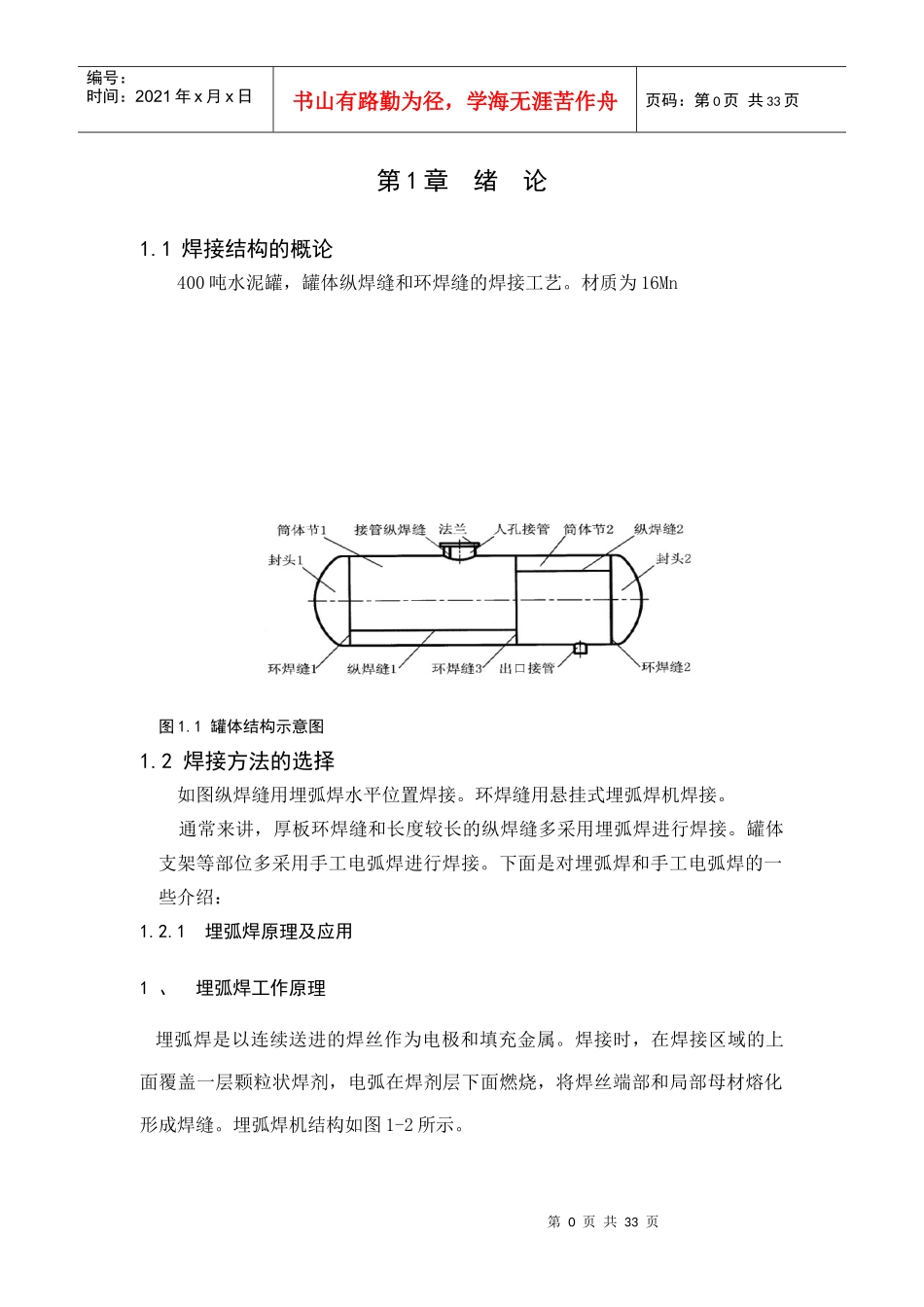
1焊接结构的概论400吨水泥罐,罐体纵焊缝和环焊缝的焊接工艺
材质为16Mn图1
1罐体结构示意图1
2焊接方法的选择如图纵焊缝用埋弧焊水平位置焊接
环焊缝用悬挂式埋弧焊机焊接
通常来讲,厚板环焊缝和长度较长的纵焊缝多采用埋弧焊进行焊接
罐体支架等部位多采用手工电弧焊进行焊接
下面是对埋弧焊和手工电弧焊的一些介绍:1
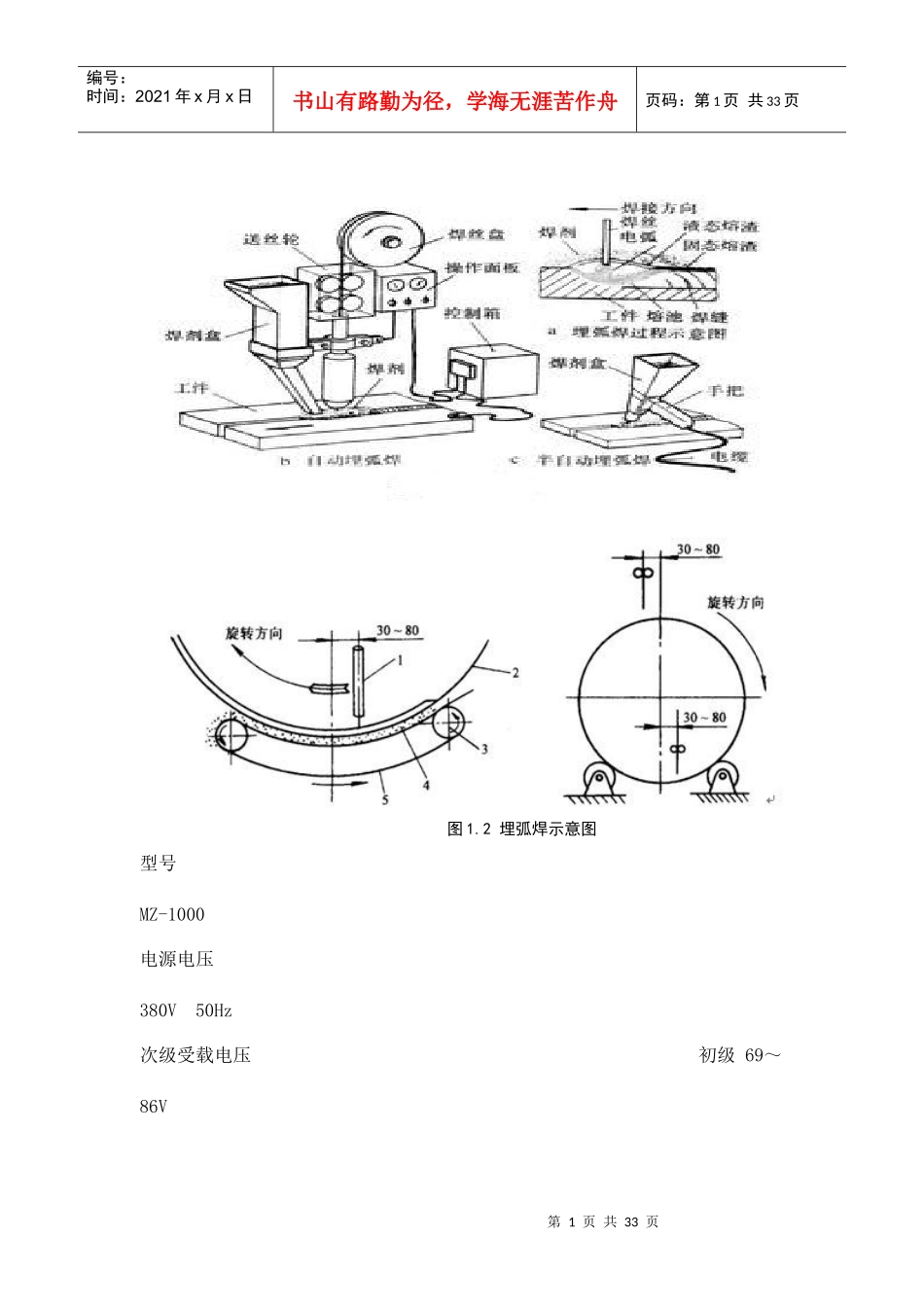
1埋弧焊原理及应用1、埋弧焊工作原理埋弧焊是以连续送进的焊丝作为电极和填充金属
焊接时,在焊接区域的上面覆盖一层颗粒状焊剂,电弧在焊剂层下面燃烧,将焊丝端部和局部母材熔化形成焊缝
埋弧焊机结构如图1-2所示
第1页共33页第0页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共33页图1
2埋弧焊示意图型号MZ-1000电源电压380V50Hz次级受载电压初级69~86V第2页共33页第1页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共33页焊接电流400~1200A焊丝直径3~6mm焊丝输送速度(电弧电压30伏时)0
5~2m/min焊接速度15~70m/h自动焊机装置可移式焊机头以小车垂直轴可旋转±90°焊机头横向位移0~60mm焊机头在焊缝垂直面上的向前倾斜角45°焊机头在焊缝垂直面上的侧面倾斜角45°焊机头在垂直方向的位移65mm焊接电流的调节方法远距离控制焊缝平面的最大允许倾斜角10°焊丝盘可容纳焊丝重量12kg焊剂斗可容纳焊剂容量12L焊车重量(不包括焊丝及焊剂)65kgBX2-1000型焊接变压器初级电压380V50Hz1第3页共33页第2页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共33页额定负载持续率60%额定输入容量76KVA