第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页面板加工工艺1、目的:规范面板的标准加工工艺,提高加工速度,提升产品质量
2、适用范围:适用加工部面板的加工
3、定义:无4、模胚面板:4
1工艺路线:铣床→钻床→攻牙机;4
1铣床加工面板反面:4
1分中打中心点;4
2钻孔;a.钻所有螺丝牙底孔;b.钻PBA过孔(直径公差时-0至+0
5),水口拉针过孔(直径公差为径公差时-0至+0
5),螺丝过孔(直径公差为±0
2);c.用电子尺走圆功能钻Φ70、Φ100(如图1A孔);4
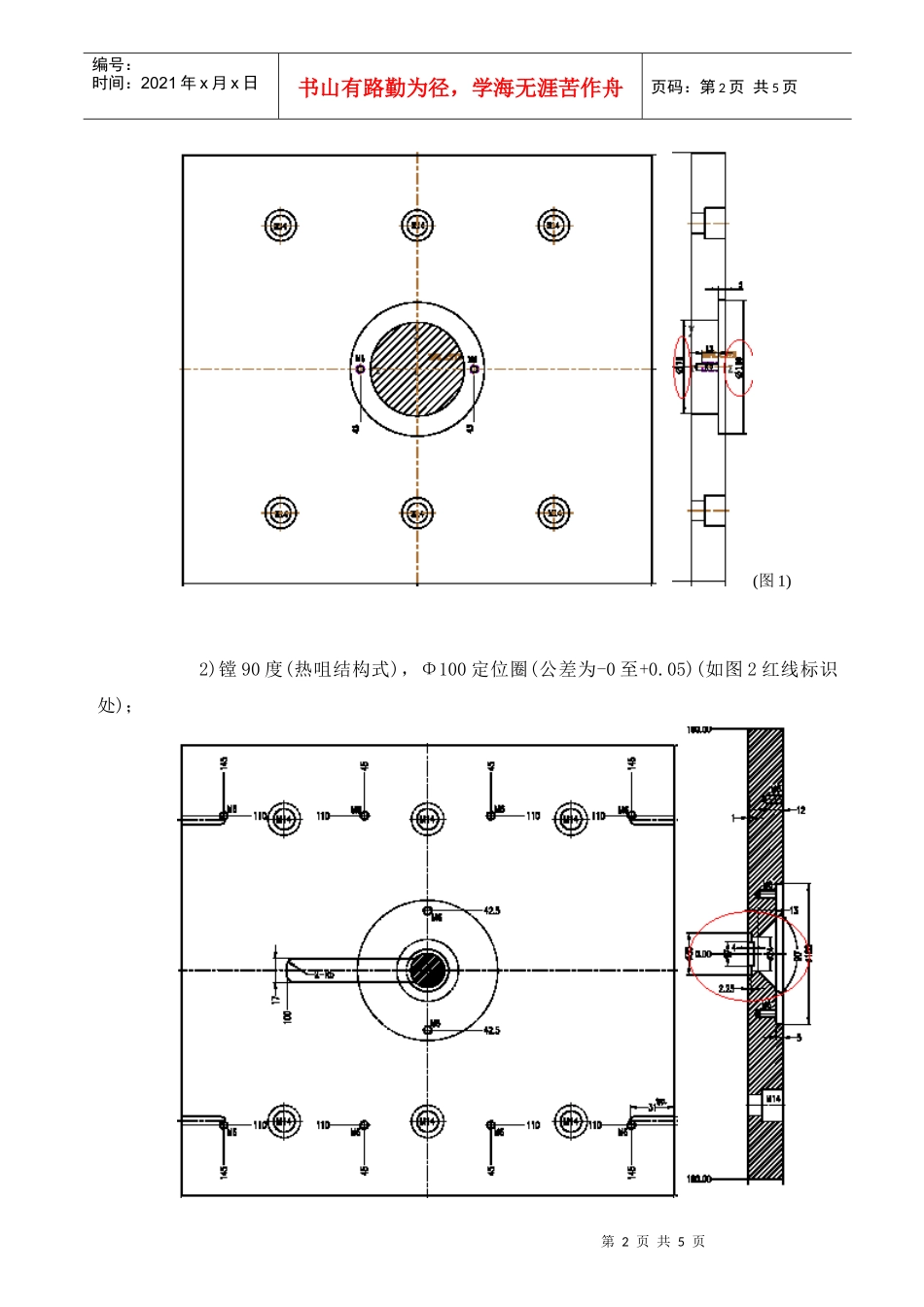
3镗孔:a.两板模具;1)镗Φ70过孔(公差为±0
5),Φ100定圈(公差为-0至+0
05),(如图1红线标识处);第2页共5页第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共5页(图1)2)镗90度(热咀结构式),Φ100定位圈(公差为-0至+0
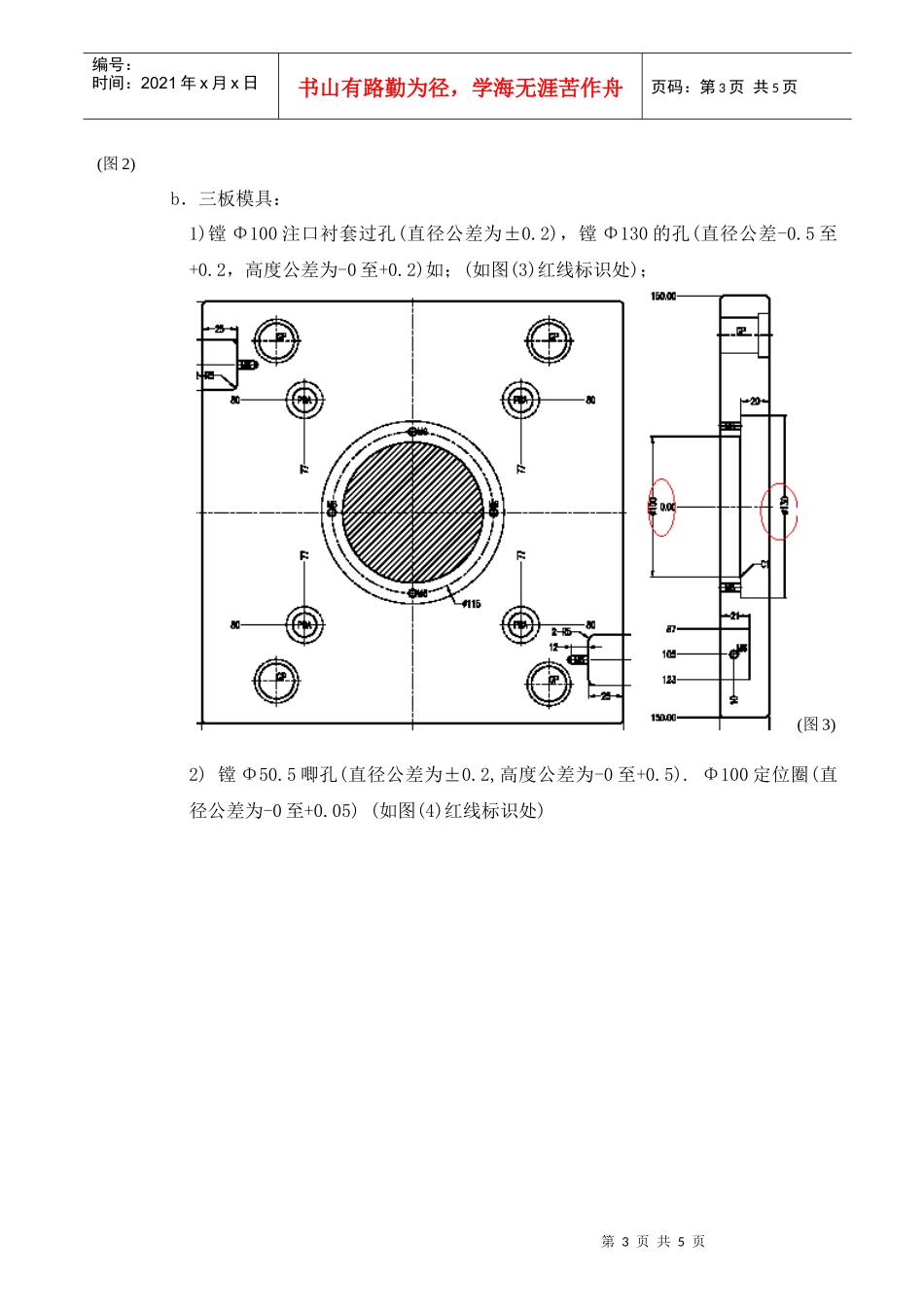
05)(如图2红线标识处);第3页共5页第2页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共5页(图2)b.三板模具:1)镗Φ100注口衬套过孔(直径公差为±0
2),镗Φ130的孔(直径公差-0
2,高度公差为-0至+0
2)如;(如图(3)红线标识处);(图3)2)镗Φ50
5唧孔(直径公差为±0
2,高度公差为-0至+0
Φ100定位圈(直径公差为-0至+0
05)(如图(4)红线标识处)第4页共5页第3页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共5页(图4)4
4踩PBA杯头(直径公差为-0
5,高度公差为-0
5)四个同一深度,水口拉针杯头(高度公差为-0至+0
02),螺丝杯头(高度公差为-0