第5页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共10页2连接板冲压工艺2
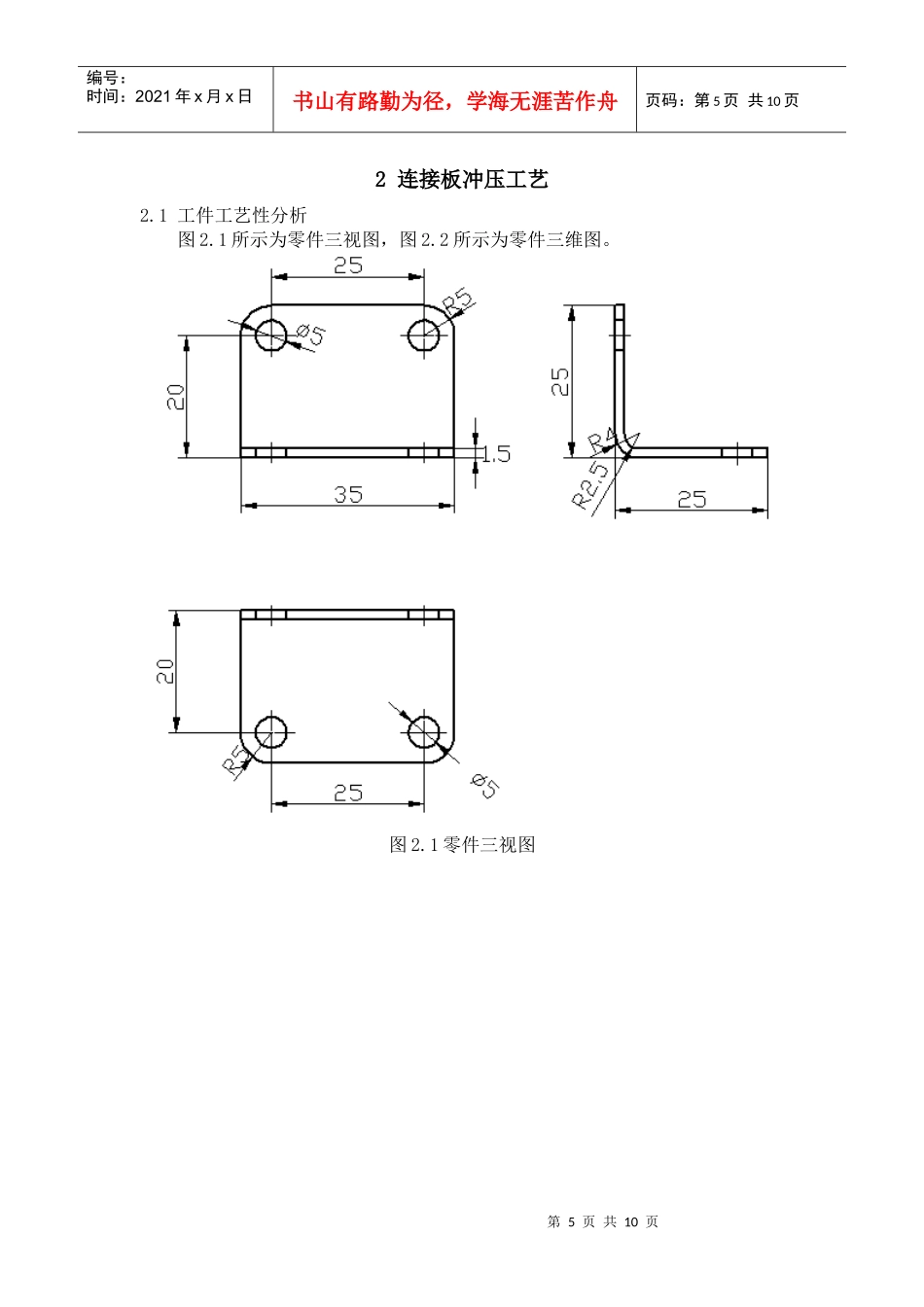
1工件工艺性分析图2
1所示为零件三视图,图2
2所示为零件三维图
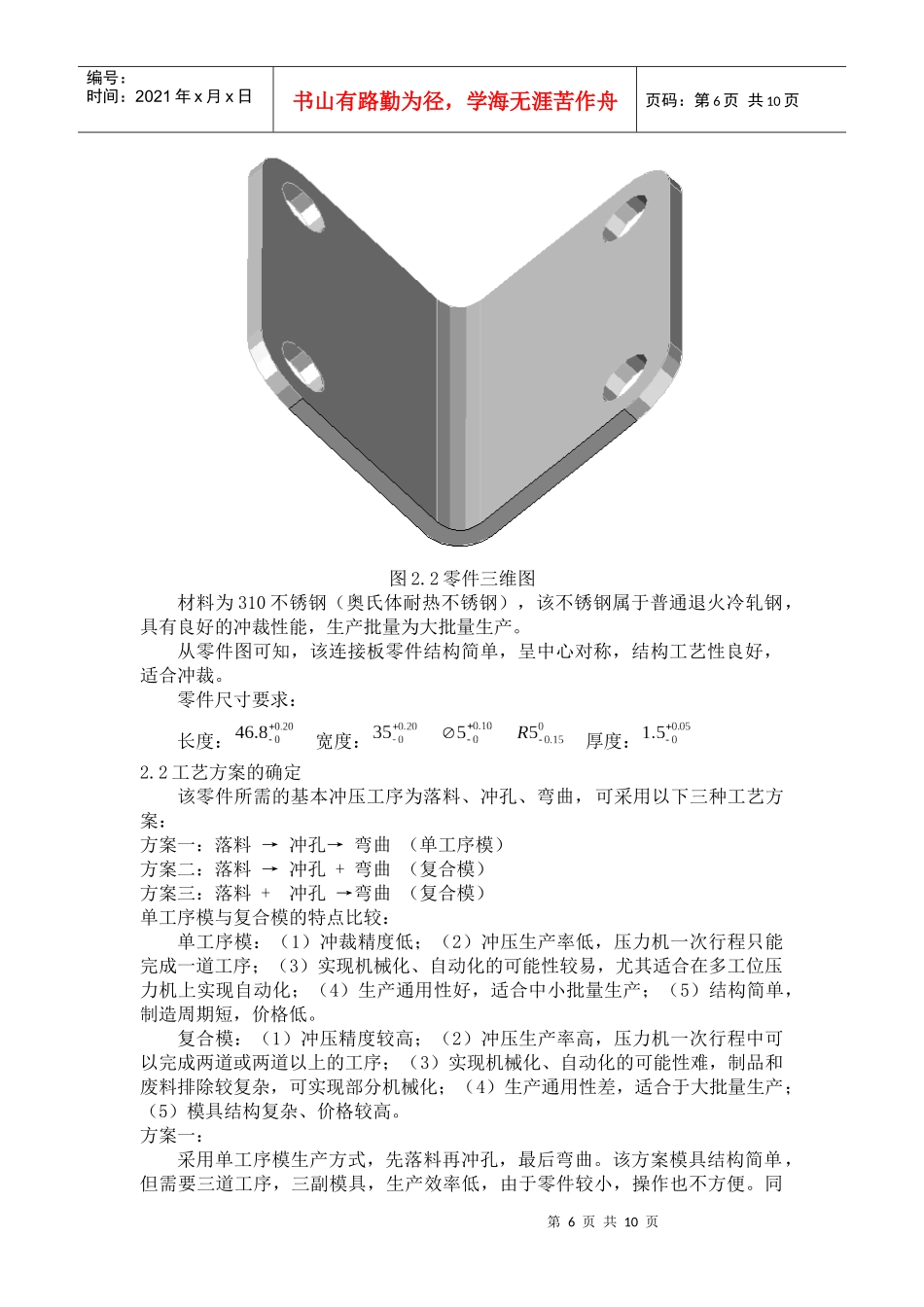
1零件三视图第6页共10页第5页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共10页图2
2零件三维图材料为310不锈钢(奥氏体耐热不锈钢),该不锈钢属于普通退火冷轧钢,具有良好的冲裁性能,生产批量为大批量生产
从零件图可知,该连接板零件结构简单,呈中心对称,结构工艺性良好,适合冲裁
零件尺寸要求:长度:宽度:厚度:2
2工艺方案的确定该零件所需的基本冲压工序为落料、冲孔、弯曲,可采用以下三种工艺方案:方案一:落料→冲孔→弯曲(单工序模)方案二:落料→冲孔+弯曲(复合模)方案三:落料+冲孔→弯曲(复合模)单工序模与复合模的特点比较:单工序模:(1)冲裁精度低;(2)冲压生产率低,压力机一次行程只能完成一道工序;(3)实现机械化、自动化的可能性较易,尤其适合在多工位压力机上实现自动化;(4)生产通用性好,适合中小批量生产;(5)结构简单,制造周期短,价格低
复合模:(1)冲压精度较高;(2)冲压生产率高,压力机一次行程中可以完成两道或两道以上的工序;(3)实现机械化、自动化的可能性难,制品和废料排除较复杂,可实现部分机械化;(4)生产通用性差,适合于大批量生产;(5)模具结构复杂、价格较高
方案一:采用单工序模生产方式,先落料再冲孔,最后弯曲
该方案模具结构简单,但需要三道工序,三副模具,生产效率低,由于零件较小,操作也不方便
同第7页共10页第6页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共10页时,孔边距尺寸精度不易保证
方案二:先落料,然后冲孔与弯曲复合,这样虽然只需两副模具,但这种复合模具制造较难、成本较高,且