钢管拱工艺制作摘要:本文简明总结了临汾鼓楼西汾河大桥钢管拱工艺制作的思路、制作的重点难点和采取的工艺措施及特点,并对制作过程中存在的问题及处理的方法作了较为深刻的分析
本文以施工的的第一手资料为基础,力求新颖实用,以期同行在钢管拱制造工艺的设计、施工、监理中加以借鉴
关键词:钢管拱制造工艺制作思路措施问题方法一、工程简介临汾市鼓楼西汾河大桥主桥上部结构采用五跨中承式拱桥,主跨跨径105米,矢跨比为1/3,从跨跨径80米,矢跨比1/4,边跨跨径30米,拱轴线均采用二次抛物线
中跨及从跨拱肋采用钢管混凝土结构,边跨采用矩形断面钢筋混凝土拱肋
在下文中本桥指临汾市鼓楼西汾河大桥主桥,本工程指主跨和从跨,不含边跨
肋拱结构中跨主拱肋采用桁架式钢管混凝土结构,拱肋高2
7米,宽2米,上下拱圈断面均为哑铃形,由两根直径800mm、壁厚18mm的钢管及18mm厚的钢板组成,钢管内及上、下平联内充填C50微膨胀混凝土;腹杆直径300mm、壁厚14mm的钢管
从跨主拱肋采用结构式钢管混凝土断面,拱肋高1
8米,宽2米,由四根直径800mm、壁厚16mm的钢管及16mm厚的钢板组成,钢管内及上、下平联内填充C50微膨胀混凝土
风撑结构主跨及从跨桥面以上拱肋各设3道风撑,以保证拱肋的横向稳定
中跨风撑为钢管桁架结构,桁架上下弦杆钢管为壁厚16mm的圆形空钢管,直径为500mm,腹杆为壁厚12mm的圆形空钢管,直径为300mm
从跨风撑采用箱型断面,钢板厚12mm
中跨及从跨桥面以下拱肋间设置加劲桁架,形成横向联系
桁架采用400×16mm的圆形空钢管
上弦即拱肋横梁,下弦即桥墩横向联系
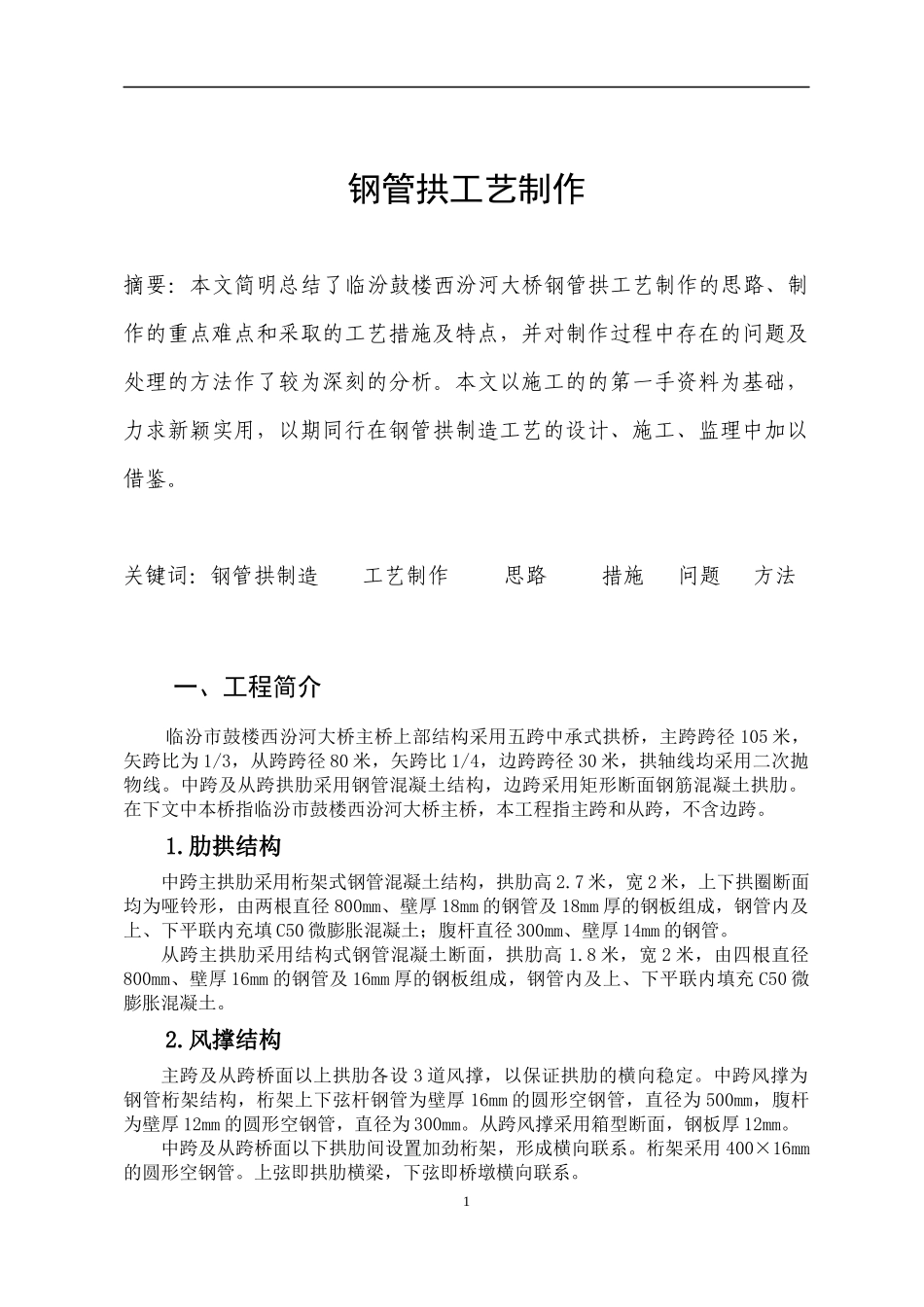
1风撑短接头二、工艺制作思路根据本工程钢结构特点和运输要求,确定105米跨、80米跨主弦管加工制作后,零部件及主弦管由武汉内厂经陆运至临汾工地,再在临汾工地单元件及总成制造区进行单元件制造和吊装分段匹配制