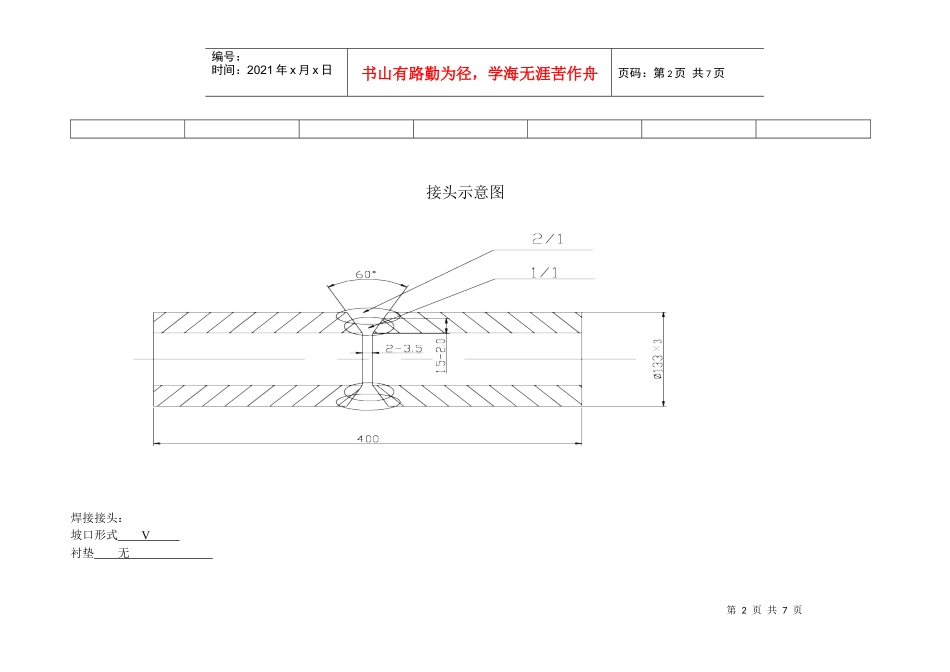
第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页陕西建工集团设备安装工程有限公司(全页)焊接工艺规程规程编号:图号:名称:版次阶段说明修改标记及处数编制人及日期审核人及日期备注第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页接头示意图焊接接头:坡口形式V衬垫无第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页焊接工艺规程清单第4页共7页第3页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共7页接头编号焊接工艺卡编号焊接工艺评定编号焊工持证项目无损检测要求焊接材料汇总表焊接工艺规程产品名称压力管道图号母材氩电联焊GTAW/SMAW焊条/规格烘干温度/时间焊丝/规格焊剂烘干温度/时间焊丝/规格保护气体纯度第5页共7页第4页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共7页压力管道技术特性部位设计压力(Mpa)设计温度(℃)试验压力(Mpa)焊接接头系数锅炉类别备注焊接工艺卡接头简图:焊接顺序焊接工艺卡编号图号接头名称接头编号焊接工艺评定编号PQRS-01焊工持证项目序号本厂特检中心第三方或用户第6页共7页第5页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共7页检验检验母材厚度(mm)焊缝金属厚度(mm)焊接位置层/道焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)施焊技术牌号直径极性电流(A)预热温度(℃)层间温度(℃)焊后热处理后热钨极直径脉冲频率脉宽比保护气体成分/流量正/第7页共7页第6页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共7页(l/min)面:背面: