第1页共28页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共28页T—0908--01剪板下料通用工艺规范编制/日期:审核/日期:批准/日期:第2页共28页第1页共28页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共28页剪板机下料通用工艺规范1、总则本标准根据结构件厂现有的剪床,规定了剪板机下料应遵守的工艺规范,适用于在剪板机上下料的金属材料
剪切的材料厚度基本尺寸为0
5~13mm(不同设备剪切的板厚不同),料宽最大为2500mm
2引用标准GB/T16743-1997冲裁间隙JB/T9168
1-1998切削加工通用工艺守则下料3下料前的准备3
1熟悉图纸和有关工艺要求,充分了解所加工的零件的几何形状、尺寸要求,及材质、规格、数量等
2核对材质、规格与派工单要求是否相符
材料代用时是否有代用手续
3查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合质量要求
4为了降低消耗,提高材料利用率,要合理套裁下料
5厚板件有材质纤维方向要求的应严格按工序卡片要求执行
6下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料一定靠实挡板
7熟悉所用的设备、工具的使用性能,严格遵守安全操作规程和设备维护保养规则
8操作人员应按有关文件的规定,认真做好现场管理工作
对工件和工具应备有相应的工位器具,整齐地放置在指定地点,防止碰损、锈蚀
9操作前,操作人员应准备好作业必备的工具、量具、样板,并仔细检查、调试所用的设备、仪表、量检具、样板,使其处于良好的状态
剪板机各油孔加油
10下料好的物料应标识图号与派工单一同移工
4剪板下料4
1剪床刀片必须锋利及紧固牢靠,并按板料厚度调整刀片间隙
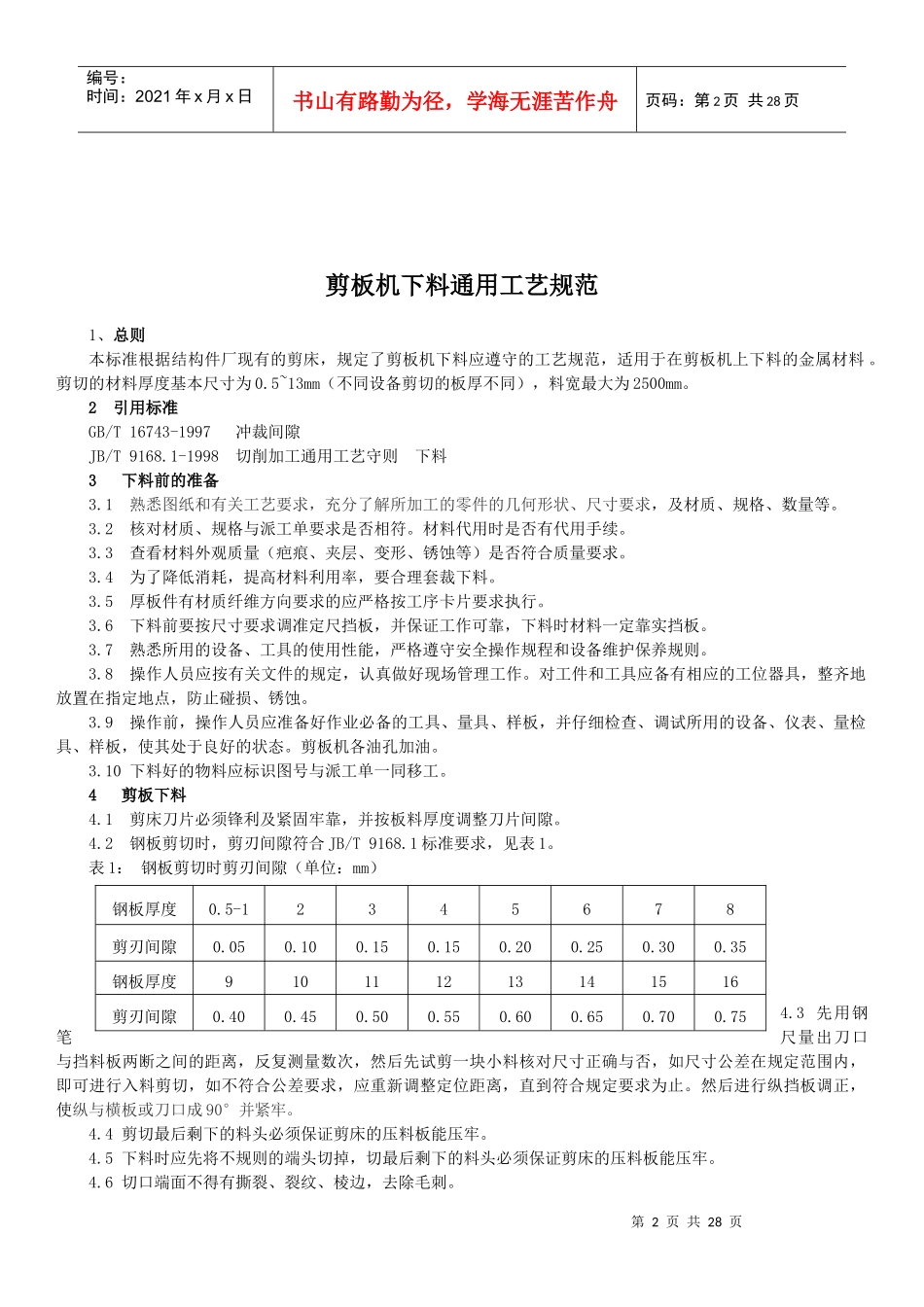
2钢板剪切时,剪刃间隙符合JB/T9168
1标准要求,见表1
表1:钢板剪切时剪刃间隙(单位:mm