第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页加工工艺思路1拿到图档后先检查产品
看看有没有哪里有问题,有样品的因与样品核对一下
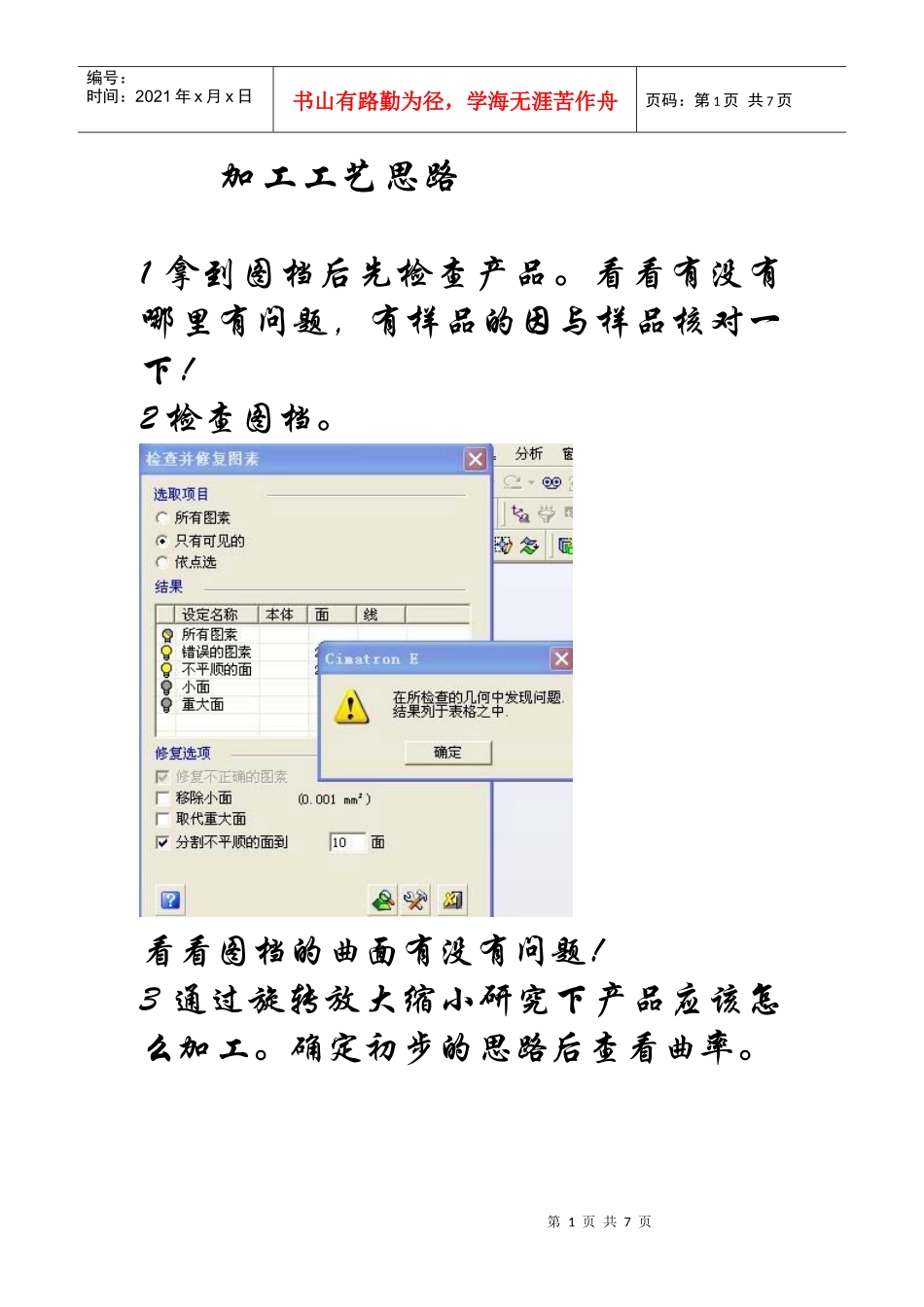
看看图档的曲面有没有问题
3通过旋转放大缩小研究下产品应该怎么加工
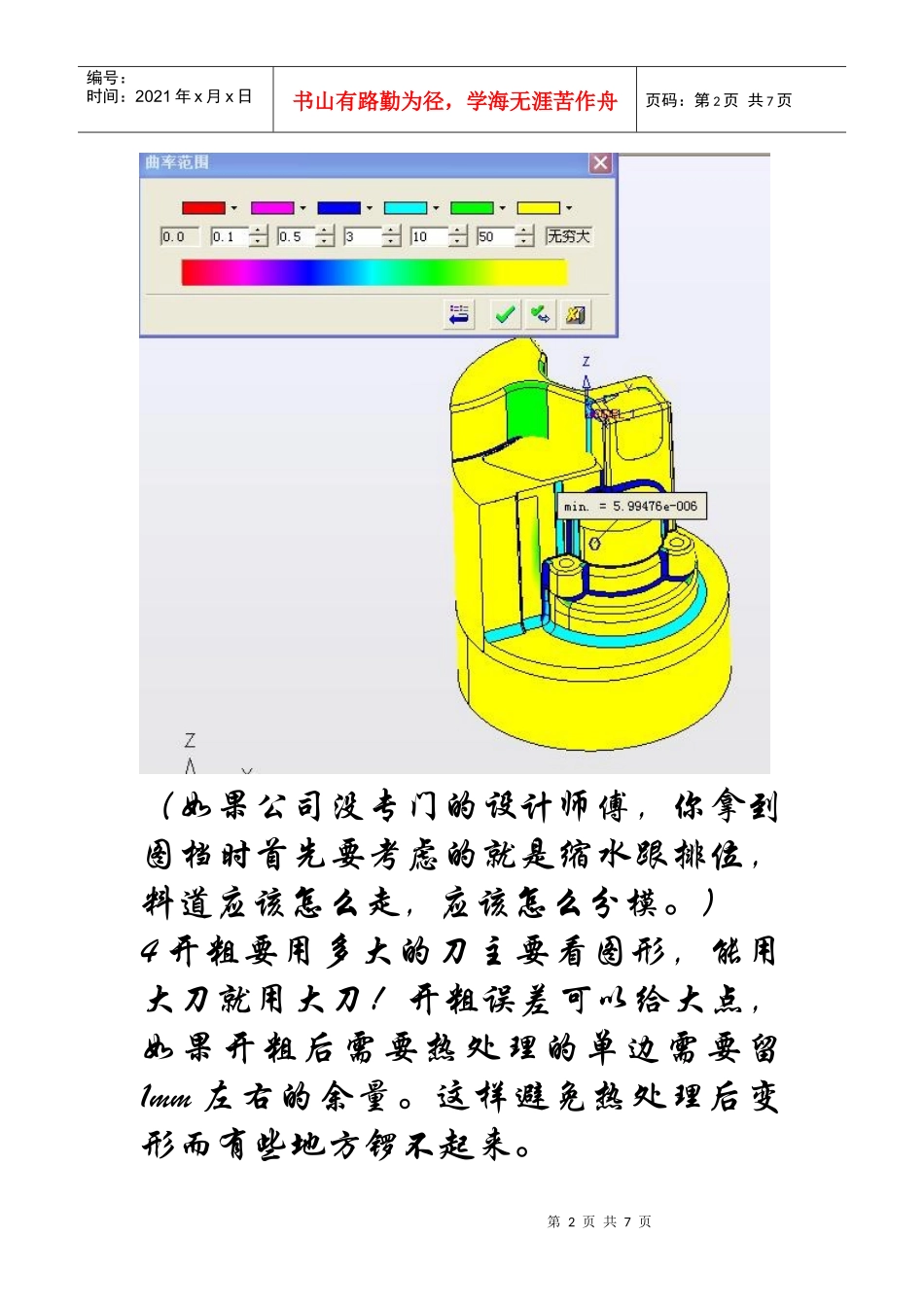
确定初步的思路后查看曲率
第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页(如果公司没专门的设计师傅,你拿到图档时首先要考虑的就是缩水跟排位,料道应该怎么走,应该怎么分模
)4开粗要用多大的刀主要看图形,能用大刀就用大刀
开粗误差可以给大点,如果开粗后需要热处理的单边需要留1mm左右的余量
这样避免热处理后变形而有些地方锣不起来
第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页5二粗
CimatronE的二粗十分强大
二粗可以锣掉大刀开粗锣不到的地方
二粗后走条粗光使余量均匀
清角后再来光刀能使走刀受力均匀
一般用球刀和牛鼻刀光
有些可以使用平刀走平行来光
如下图9光刀后如果有些小的R角还没清到位就局部再清下
备注:能走2D的就用2D走
因为走2D刀路容易算而且锣出来光洁度好
工件太高时应该分层加工
第4页共7页第3页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共7页如上图粗加工后必须注意中间的地方
由于大刀走不下去所以中间余量很多
这时不要盲目的走等高,要走二粗把中间的余量锣掉在再走
光平面走顺铣
不要走混合铣
铣铜工时要注意平面的负余量
第5页共7页第4页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共7页如上图的斜角可以直接用斜度刀走线条
遇到硬度高的钢料转速不要太快,吃刀量小点
光大面积分区域光