第1页共2页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共2页顶针板加工工艺1、目的:规范顶针板的标准加工工艺,提高加工速度,提升产品质量
2、适用范围:适用加工部顶针板的加工
3、定义:无4、模胚顶针板:4
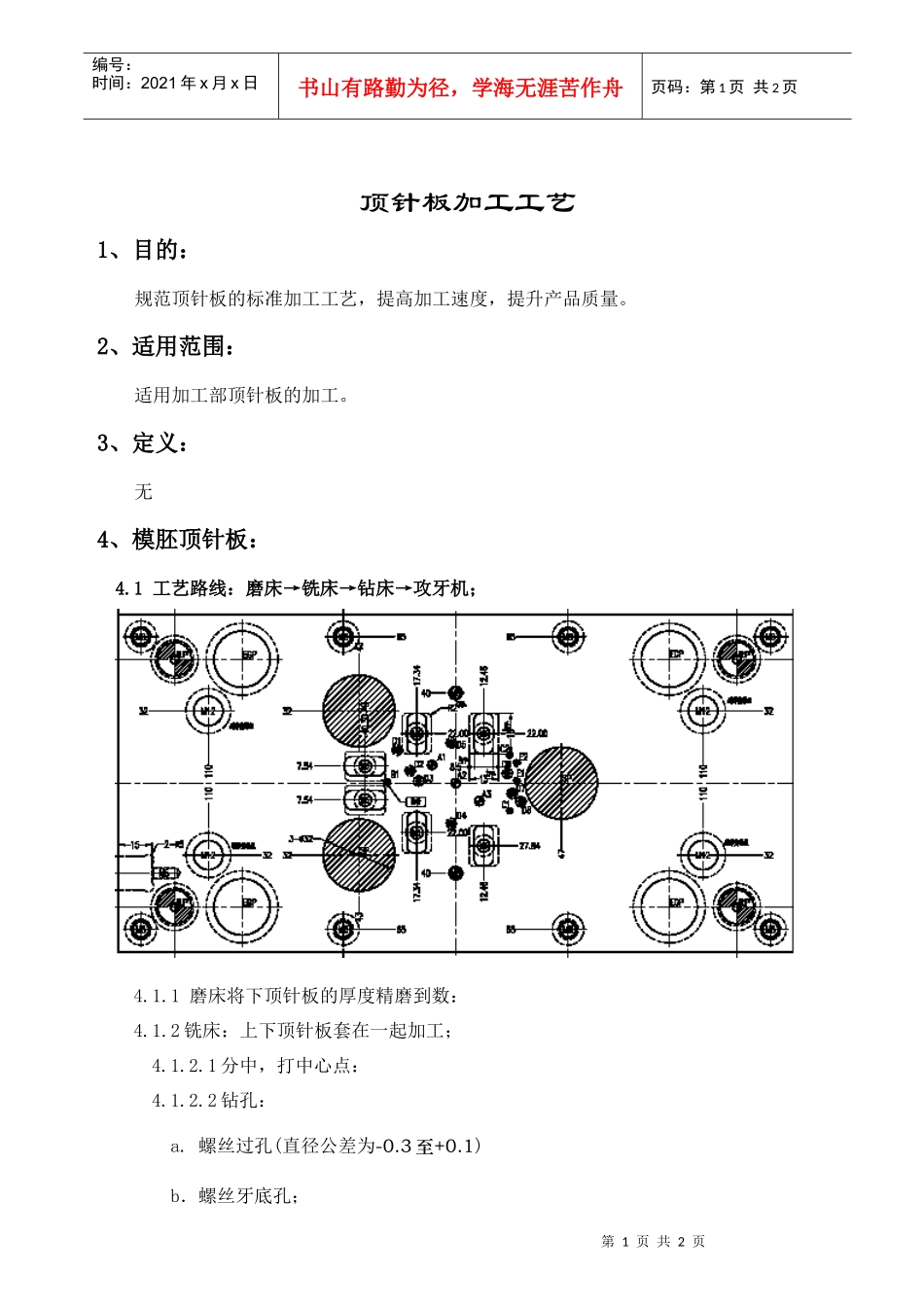
1工艺路线:磨床→铣床→钻床→攻牙机;4
1磨床将下顶针板的厚度精磨到数:4
2铣床:上下顶针板套在一起加工;4
1分中,打中心点:4
螺丝过孔(直径公差为-0
1)b.螺丝牙底孔;第2页共2页第1页共2页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共2页c
司筒针过孔(直径公差为-0
弹弓胶孔;e.撑头孔(直径公差为-0
3踩螺丝孔;4
3上顶针板:4
1锣槽;a.斜顶座槽(长宽公差为-0至+0
1,台阶深公差为-0至+0
踩顶针杯头(高度公差为-0至+0
扶针杯头(高度公差为-0至+0
4下顶针板:4
1锣槽:a.耐磨板槽(长宽公差为-0至+0
微动开关槽(长宽公差为-0
2踩弹弓胶孔(孔径公差为-0
1,深度公差为-0至+0
3倒角;弹弓胶孔不用倒角)4
5钻床:画线,钻微动开关螺丝牙底孔;4
6攻牙机;攻牙M4、M5、M6牙,攻牙时气压为(3Pa-4Pa);攻牙M8、M10、M12牙,攻牙时气压为(5Pa-8Pa);5、相关文件:5
1标准图纸;6、相关表格:6
1«零件加工控制表»;6
2«零件\铜公交接表»