第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页分项工程技术(安全)交底记录编号:TF-00X建设单位名称工程名称分项工程名称通风管道及部件制作交底部位施工单位名称中建五局工业设备安装有限公司XX项目部工种通风工交底时间1、所依据的技术文件及标准规范:1
1《建筑工程施工质量验收统一标准》GB50300-20011
2《建筑给水排水及采暖工程施工质量验收规范》GB50242-20021
3施工图纸、图号、出图时间等2、施工准备2
1施工器具:龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量角器、圆规、洋冲、铁锤、木锤、拍板、各类胎具、料桶、刷子等小型工具
2材料要求2
1能适用的板材、管材等主要材料应有出厂质量证明文件(包括出厂合格证、质量合格证明及检测报告等)
2非金属材料及填充料等应符合设计要求,有齐全的质量证明文件
3、作业条件3
1集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房
2作业地点要有相应的加工工艺的必备工具、设施及电源和可靠的安全防护装置,并有消防器材
3风管制作应有批准的图纸,经审查的大样图,系统图,并有施工员书面的技术质量及安全交底
4、操作工艺4
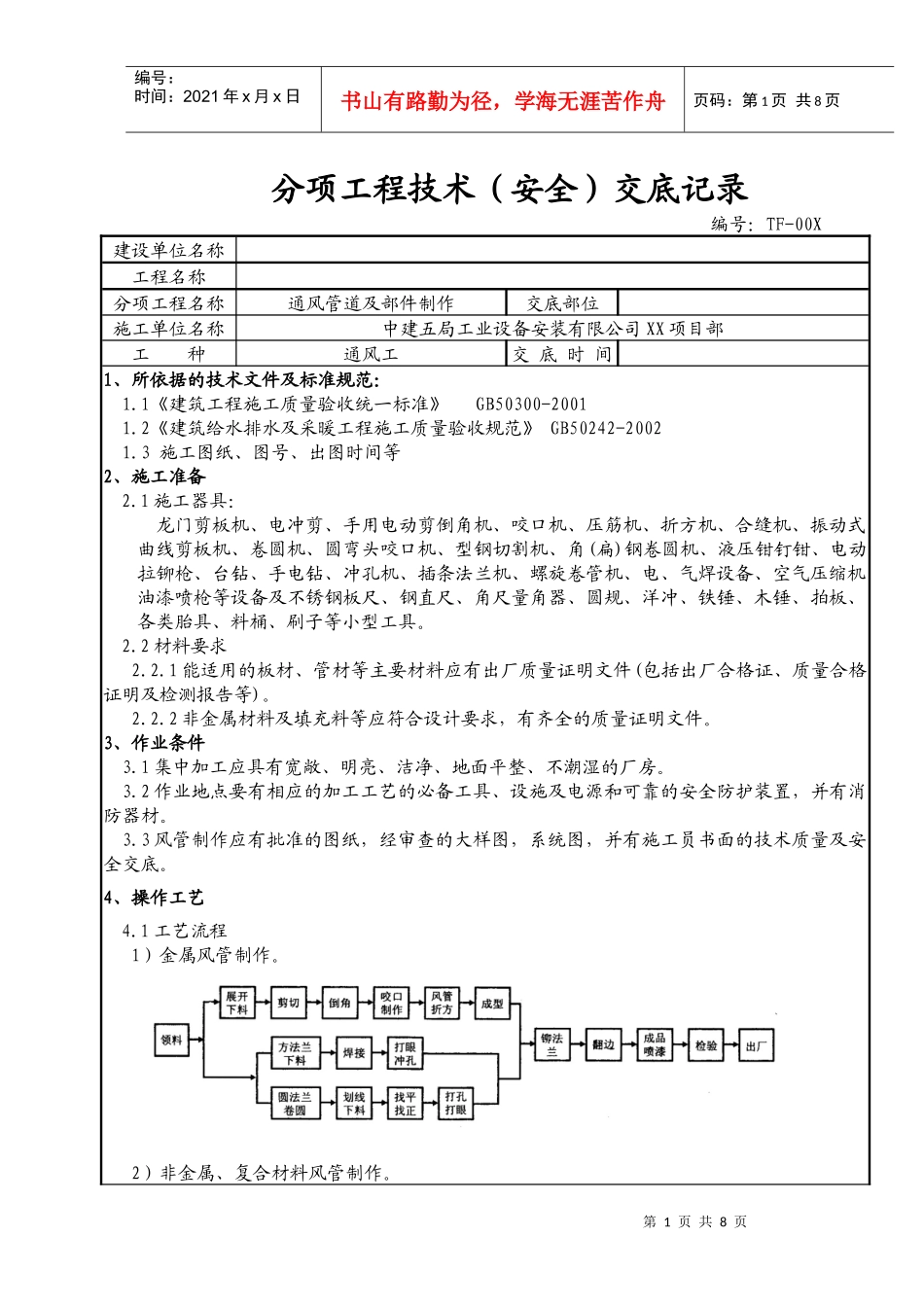
1工艺流程1)金属风管制作
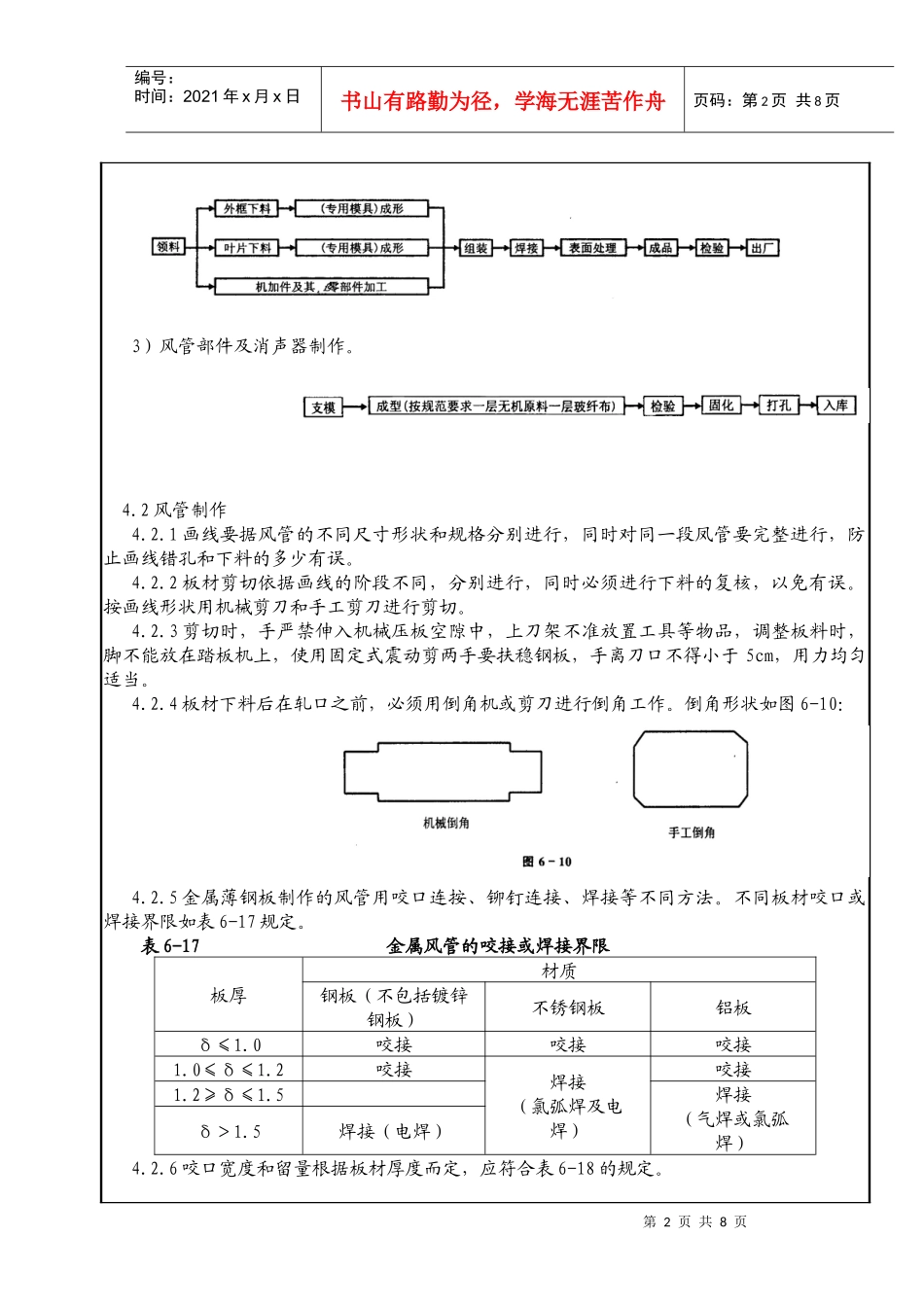
2)非金属、复合材料风管制作
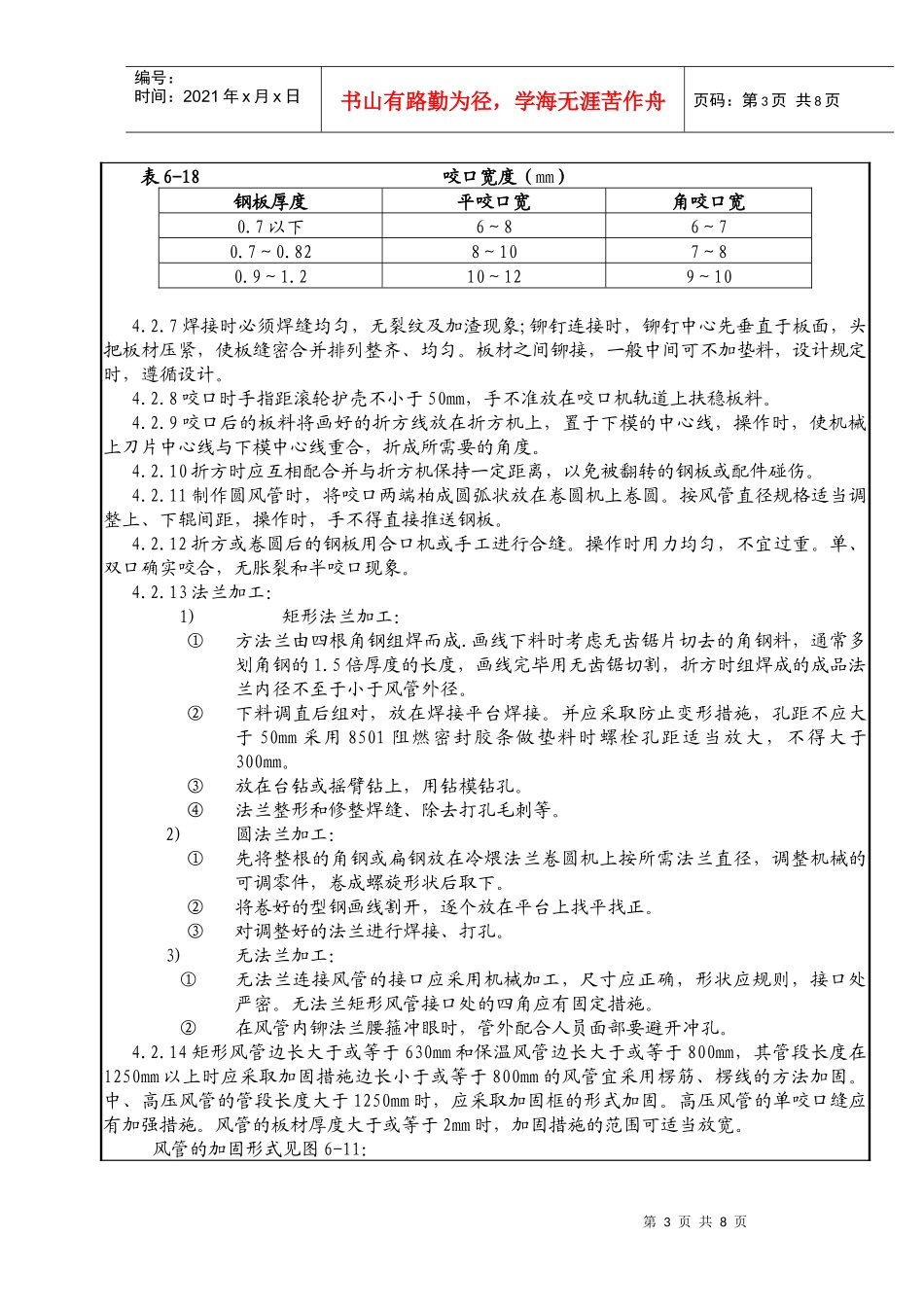
第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页3)风管部件及消声器制作
2风管制作4
1画线要据风管的不同尺寸形状和规格分别进行,同时对同一段凤管要完整进行,防止画线错孔和下料的多少有误