第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页火车车轮成形新工艺的开发研究内容摘要:摘要在比较分析技术先进国家的火车车轮成形工艺流程后,采用试验研究和数值模拟相结合方法,研究开发出优化的新工艺
钢坯先在一台水压机上预成形制坯,再在另一台压机上模锻,经轧制扩径后冲孔压弯
关键词火车车轮制造车轮成形工艺优化1引言铁路是世界各国交通运输的重要工具之一
车轮是车辆的主要承载零件
摘要在比较分析技术先进国家的火车车轮成形工艺流程后,采用试验研究和数值模拟相结合方法,研究开发出优化的新工艺
钢坯先在一台水压机上预成形制坯,再在另一台压机上模锻,经轧制扩径后冲孔压弯
这样的生产线效益最好
关键词火车车轮制造车轮成形工艺优化1引言铁路是世界各国交通运输的重要工具之一
铁路交通运输依靠车辆
车轮是车辆的主要承载零件
现代化车轮的制造都是在钢厂建立专用的生产线
车轮制造工艺的优劣与产品质量以及效益密切相关
目前世界各国火车车轮的制造,除少量采用铸钢外,大多是用钢锭制坯,经锻压和轧制后机加工而成
图1所示为现俄国近年新建车轮成形生产线的工艺流程[1]
钢坯先在三台水压机上,经镦粗、环内镦粗、压痕和模锻四个工步锻压成锻件,再在轧机上扩径,最后在一台水压机上冲孔、压弯和校正
生产率最高时达每小时120个
图2是日、德、英、美等国家所采用的车轮成形工艺流程
钢锭制成的坯料先在同一台水压机上经预锻和模锻两个工步锻压成锻件,经轧制扩径,后在另一台水压机上冲孔和压弯
生产率每小时80个[2]
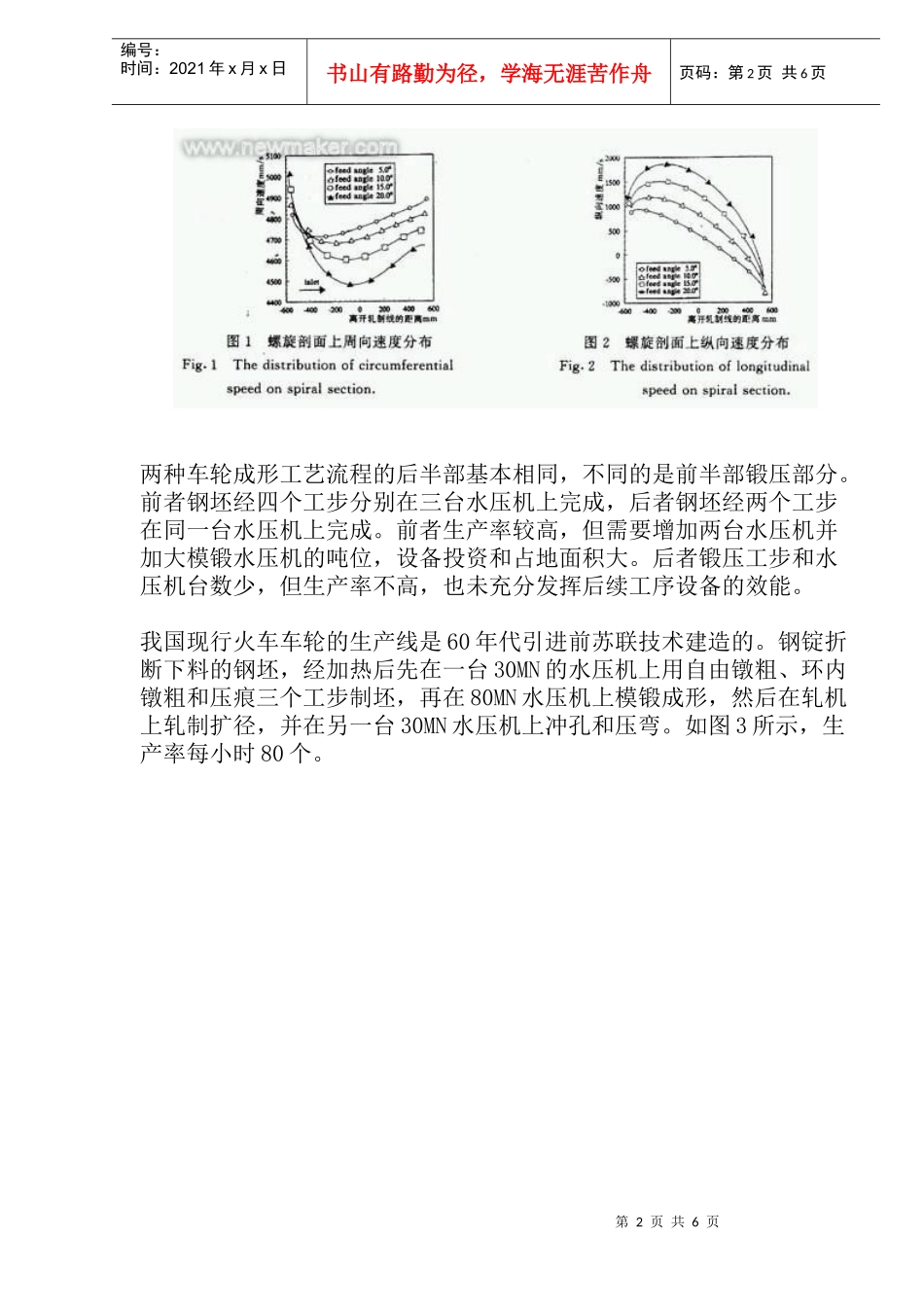
第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页两种车轮成形工艺流程的后半部基本相同,不同的是前半部锻压部分
前者钢坯经四个工步分别在三台水压机上完成,后者钢坯经两个工步在同一台水压机上完成
前者生产率较高,但需要增加两台