**钢铁有限公司转炉系统设备安装施工方案一、工程概况本工程包括两台转炉(2×100t),1#转炉系统主要工艺设备安装在炼钢厂房1-B—1-D列1-19—1-23线内,2#转炉系统主要工艺设备安装在炼钢厂房1-B—1-D列1-23—1-27线内,其中每台转炉的本体主要设备有:1、转炉炉体装置,总重209
499t,其中转炉炉体的直径φ6240mm,高9100mm,重142
066t;2、100t转炉托圈总装,总重:278
791t,其中托圈装配的直径φ8200mm×φ6600mm×2000mm,重178
353t;非传动侧轴承座装配重39
426t,传动侧轴承座装置重35
210t;3、100t转炉倾动装置装配,总重158
444t,一次减速机(一)重12
398t;一次减速机(二)重12
398t;二次减速机81
284t;扭力杆重13
890t;4、汽化冷却系统总重93
68135t,包括3段烟罩(φmax=4400mm),末段烟道,汽包重24
5、氧枪系统总重46
384t,其中横移装置25
二、施工方法根据1#转炉要求在2004年8月30日安装完的计划安排,拟定转炉本体设备安装采用180t天车配合2套100t滑轮组,利用钢架小车(见附图)进行吊装就位
转炉托圈安装前需要将钢水接受跨+8
700m的一根东西平台梁去距转炉南北中心线8米以内的北边的两根立柱去掉以便托圈能够平移到转炉中心位置,安装完托圈和转炉本体后恢复
1、利用卷扬机和天车将传动侧和非传动侧轴承支座找正就位,精调二次找正完成,先不要灌浆,将铰支座进行临时固定,并保证铰支座上平面水平
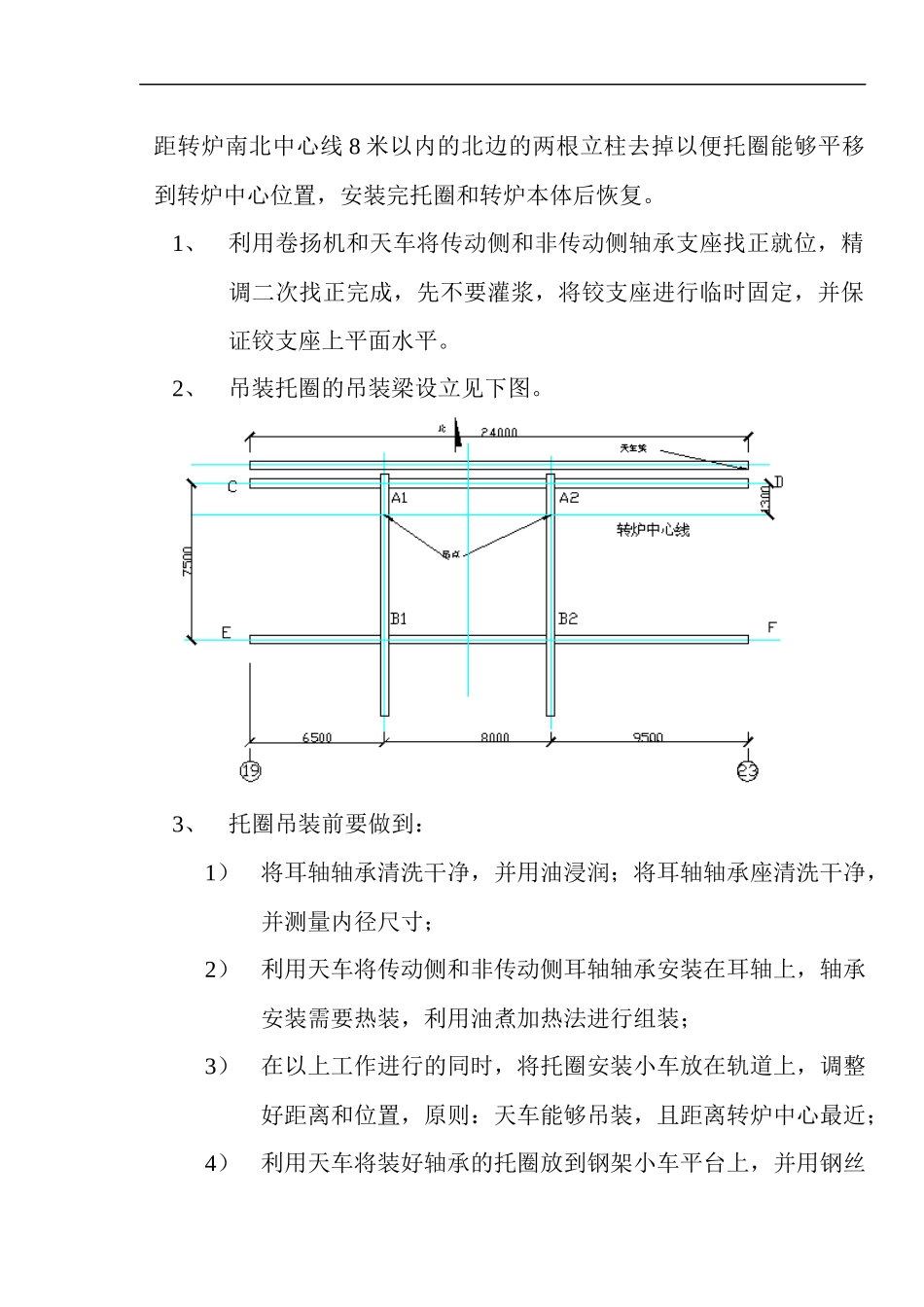
2、吊装托圈的吊装梁设立见下图
3、托圈吊装前要做到:1)将耳轴轴承清洗干净,并用油浸润;将耳轴轴承座清洗干净,并测量内径尺寸;2)利用天车将传动侧和非传动侧耳轴轴承安装在耳轴上,轴承安装需要热装,利用油煮