钻扩攻铰通用工艺范围本守则规定了钻、扩、攻、铰工艺规则,适用于我公司的钻、扩、攻、铰加工
2加工前的准备2
1操作者接到加工任务后,应借领加工所需的产品图样
2根据产品图样及技术要求,看清、看懂工艺规程,并制定自己的加工工步
有疑问之处应找有关技术人员问清后再进行加工
3按产品图样及工艺要求复核工件毛坯或半成品是否符合要求,有问题应找有关人员反映,待处理后方能进行加工
4根据图样中的尺寸以及工艺要求,准备好所需的工、卡、量具以及工艺装备
对新工艺装备要熟悉其使用要求,如操作方法,且不可随意拆卸或更换零件
5加工所需的一切物品均放在规定的位置,不得随意乱放,更不能放在机床导轨上
1钻孔需合理选用机床(钻床、车床、铣床),应在允许加工最大钻孔直径范围内,钻孔优先用钻床
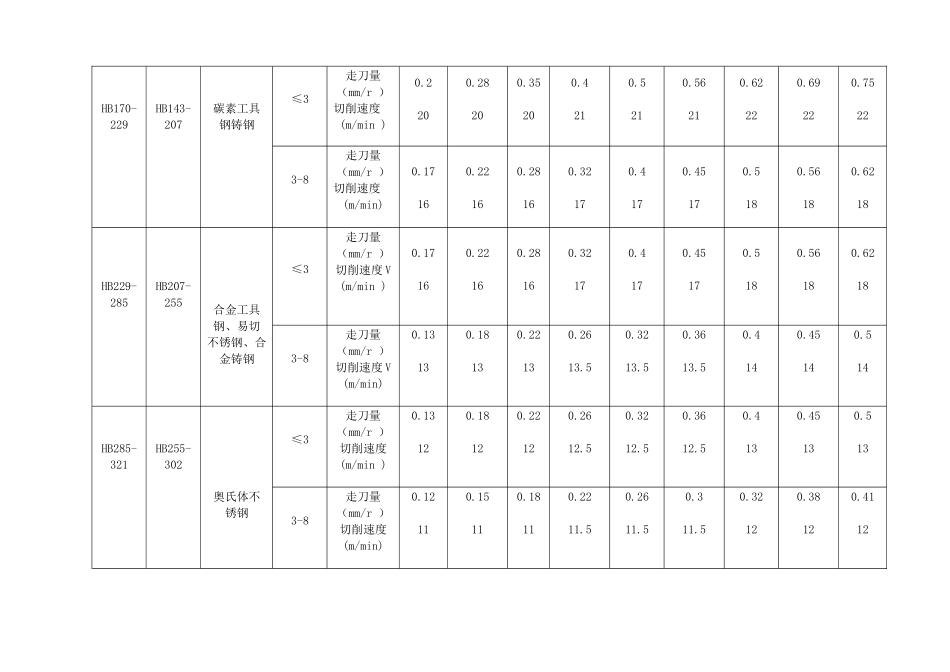
2钻孔时的走刀量和切削速度如下:钢料钻孔切削用量表加工材料深径比L/D切削用量直径D(mm)金刚合金钢其他,铝81012162025303540-60正火<HB207<HB143易切钢≤3走刀量S(mm/r)切削速度(m/min)0
9263-8走刀量S(mm/r)切削速度(m/min)0
7521HB170-229HB143-207碳素工具钢铸钢≤3走刀量(mm/r)切削速度(m/min)0
75223-8走刀量(mm/r)切削速度(m/min)0
6218HB229-285HB207-255合金工具钢、易切不锈钢、合金铸