(备用2)(备用1)标记数量修改单号签字日期(编号)编制校对审核总面积m2共页第1页标检审定第2页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页5、管子的内场加工5
1管子的下料切割5
1下料前,先检查管子的外观
内外表面均不得有裂缝、折叠、分层、结疤、裂纹等缺陷
如有上述缺陷,则不得使用
2按零件图或下料清单选用管子,核对管子规格,级别及材质
3计算管子下料长度
下料一般采用无余量下料,长度误差±3mm,对于不能保证弯管机夹头装夹的弯管,应适当放出装夹余量,待弯制后切除
对外径≤φ60mm的钢管可采用砂轮机切割,但不得使用火工切割;对460mm<外径≤φ168mm的钢管,应采用带锯机切割;对外径超过φ168mm的钢管采用气焰切割机切割
管子的开孔应采用马鞍切割机开孔,管子的下料和开孔不允许用气焰割刀进行手工切割
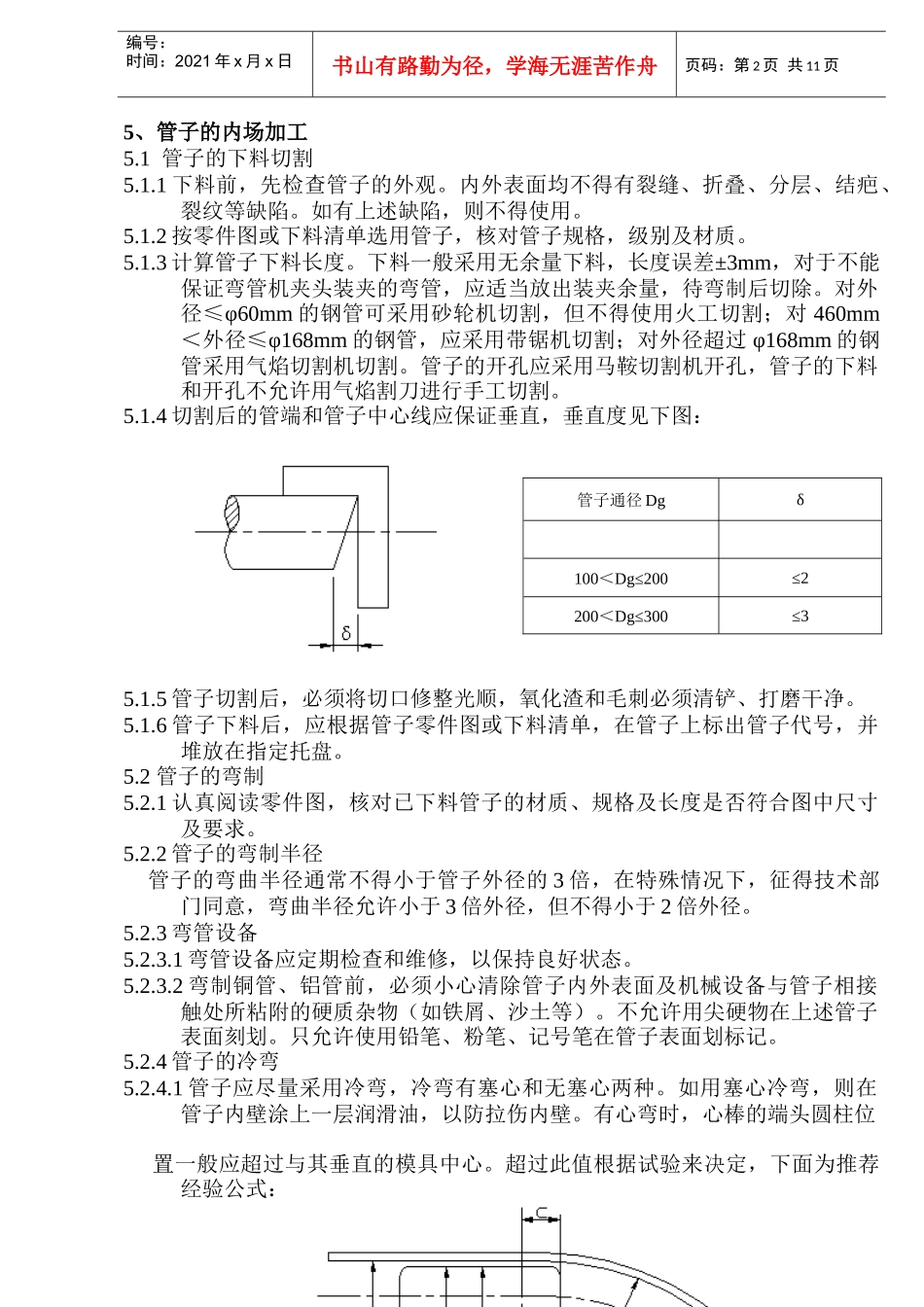
4切割后的管端和管子中心线应保证垂直,垂直度见下图:管子通径Dgδ100<Dg≤200≤2200<Dg≤300≤35
5管子切割后,必须将切口修整光顺,氧化渣和毛刺必须清铲、打磨干净
6管子下料后,应根据管子零件图或下料清单,在管子上标出管子代号,并堆放在指定托盘
2管子的弯制5
1认真阅读零件图,核对已下料管子的材质、规格及长度是否符合图中尺寸及要求
2管子的弯制半径管子的弯曲半径通常不得小于管子外径的3倍,在特殊情况下,征得技术部门同意,弯曲半径允许小于3倍外径,但不得小于2倍外径
3弯管设备5
1弯管设备应定期检查和维修,以保持良好状态
2弯制铜管、铝管前,必须小心清除管子内外表面及机械设备与管子相接触处所粘附的硬质杂物(如铁屑、沙土等)
不允许用尖硬物在上述管子表面刻划
只允许使用铅笔、粉笔、记号笔在管子表面划标记