福建省晋江市平盛钢结构工程有限公司福建省晋江市平盛钢结构工程有限公司FUJIANJINJIANGPINGSHENGSTEELENGINEERINGCO
1本制作工艺适用于钢结构厂房钢构部分的工厂制作及运输
2适用资料及标准:1
1本工程结构设计施工图;1
2工程设计标准及说明书;1
3钢结构工程施工及验收规范GB50205-2001;1
4钢结构工程质量检验评定标准GB50221-95;1
5钢结构焊接规程JGJ81-2002;1
6StructuralWeldingCode-SteelAWSD1
1-96;1
3钢构件的原材料供应、试验、制作、搬运及检验等作业除设计图及合约条款所示者外,均依本制作工艺为之
4工程设计图如与本制作说明书有不同之处,以设计图说明为准
5变更及备忘:本制作工艺书中有需要变更的内容,或对其内容有疑议时,或其他重要内容没有记录本书时,可以和有关人员进行协商并得到确认后进行制作并将协商的事项作成备忘录
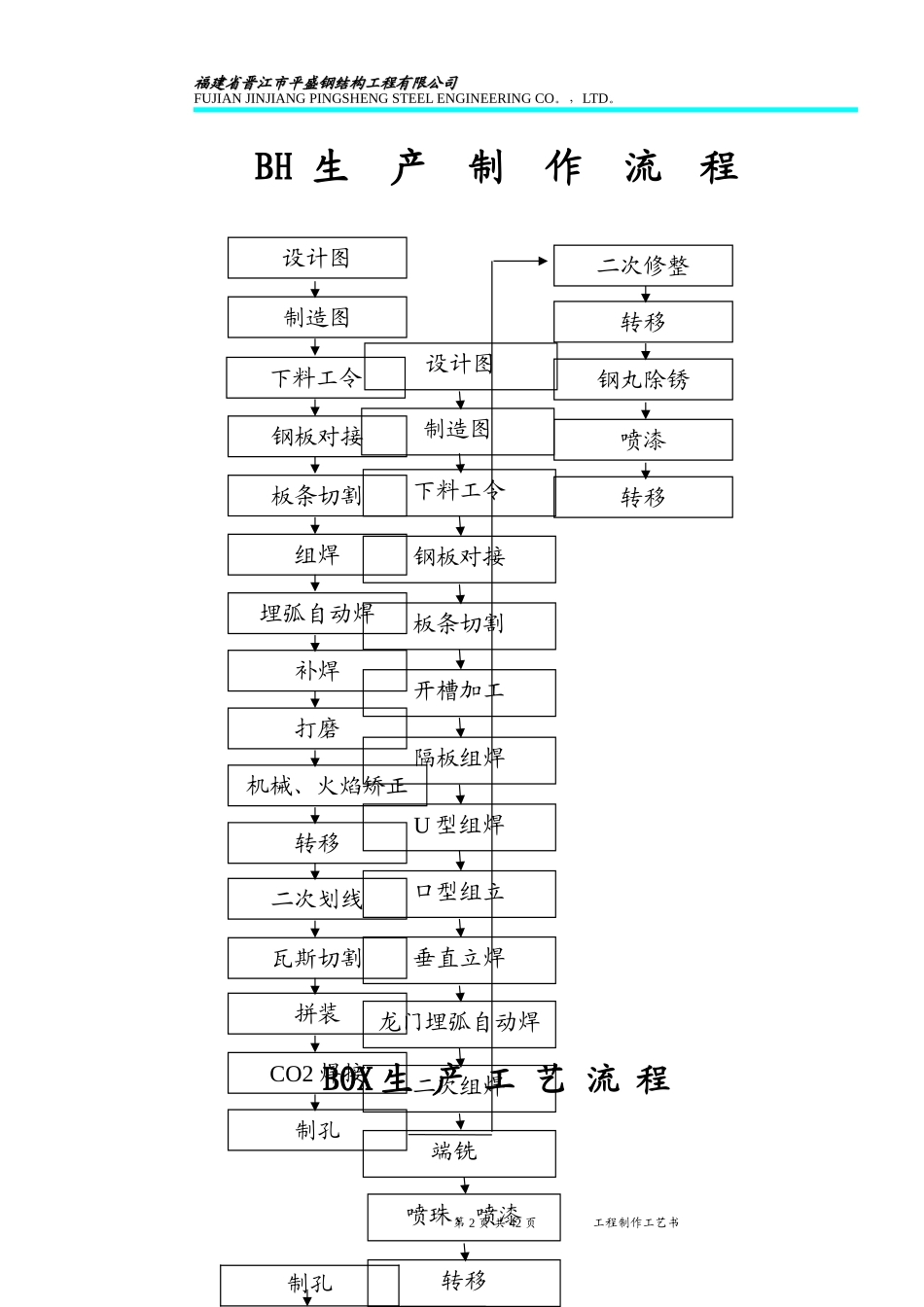
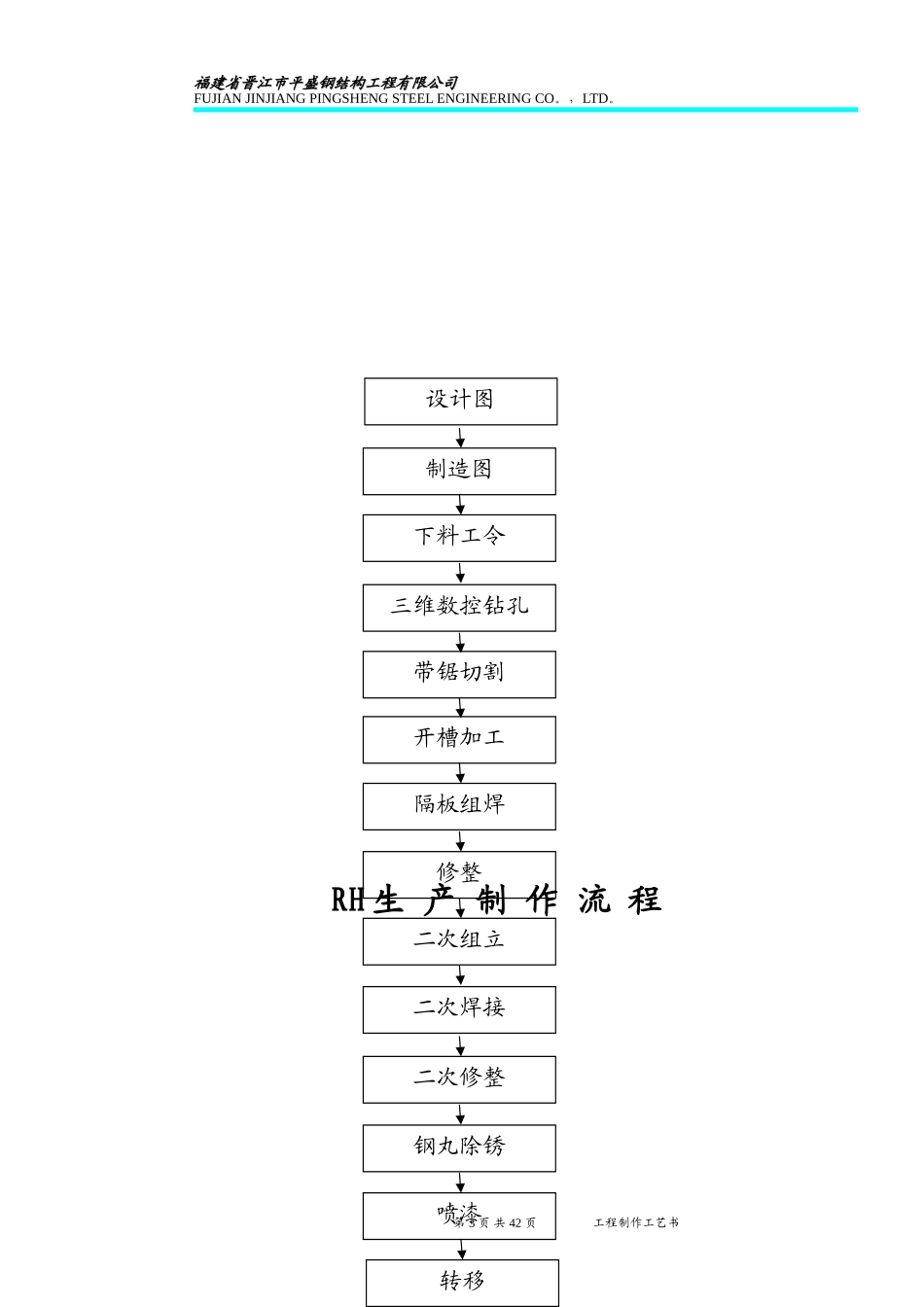
1钢构制作流程图第1页共42页工程制作工艺书福建省晋江市平盛钢结构工程有限公司福建省晋江市平盛钢结构工程有限公司FUJIANJINJIANGPINGSHENGSTEELENGINEERINGCO
BH生产制作流程BOX生产工艺流程第2页共42页工程制作工艺书设计图制造图下料工令钢板对接板条切割开槽加工隔板组焊U型组焊口型组立垂直立焊龙门埋弧自动焊二次组焊端铣喷珠、喷漆转移设计图制造图下料工令钢板对接板条切割组焊埋弧自动焊补焊打磨机械、火焰矫正转移二次划线瓦斯切割拼装CO2焊接制孔二次修整转移钢丸除锈喷漆转移制孔福建省晋江市平盛钢结构工程有限公司福建省晋江市平盛钢结构工程有限公司FUJIANJINJIANGPINGSHENGSTEELENGINEERINGCO