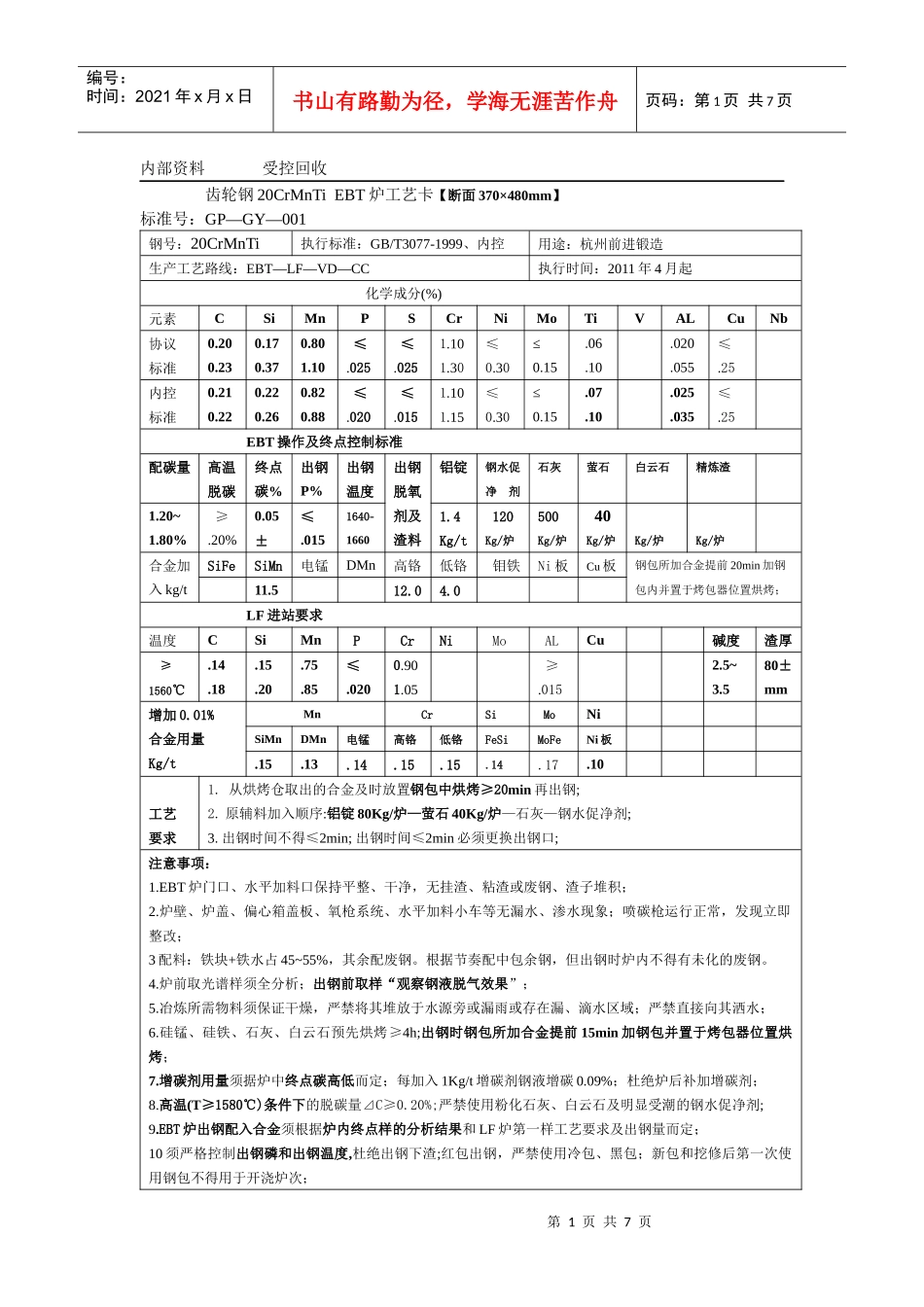
第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页内部资料受控回收齿轮钢20CrMnTiEBT炉工艺卡【断面370×480mm】标准号:GP—GY—001钢号:20CrMnTi执行标准:GB/T3077-1999、内控用途:杭州前进锻造生产工艺路线:EBT—LF—VD—CC执行时间:2011年4月起化学成分(%)元素CSiMnPSCrNiMoTiVALCuNb协议标准0
25内控标准0
25EBT操作及终点控制标准配碳量高温脱碳终点碳%出钢P%出钢温度出钢脱氧剂及渣料铝锭钢水促净剂石灰萤石白云石精炼渣1
0151640-16601
4Kg/t120Kg/炉500Kg/炉40Kg/炉Kg/炉Kg/炉合金加入kg/tSiFeSiMn电锰DMn高铬低铬钼铁Ni板Cu板钢包所加合金提前20min加钢包内并置于烤包器位置烘烤;11
0LF进站要求温度CSiMnPCrNiMoALCu碱度渣厚≥1560℃
580±mm增加0
01%合金用量Kg/tMnCrSiMoNiSiMnDMn电锰高铬低铬FeSiMoFeNi板
10工艺要求1
从烘烤仓取出的合金及时放置钢包中烘烤≥20min再出钢;2
原辅料加入顺序:铝锭80Kg/炉—萤石40Kg/炉—石灰—钢水促净剂;3
出钢时间不得≤2min;出钢时间≤2min必须更换出