锅炉检验规程编制:审核:批准:2015年03月15日、主题内容与适用范围:本检验工艺适用于我公司锅炉制造从材料下料到成品入库各工序的检验工艺,规定了各工序的技术要求和检验规则
二、引用标准:1、TSGG0001-2012《锅炉安全技术监察规程》2、GB/T16508-2013《锅壳锅炉》3、GB/T16507-2013《水管锅炉》4、NB/T47034-2013《工业锅炉技术条件》5、JB/T4730《承压类设备无损检测》6、JB/T1620《锅炉钢结构制造技术条件》7、JB/T1614《锅炉受压元件焊接机械性能检验方法》8、《锅炉制造工艺规程》三、检验工具:钢卷尺、直尺、直角尺、游标卡尺、深度尺、高度尺、塞尺、万用量规、焊接检验尺、样板、粉线、量块、测厚仪、温度计钢制通球、对比量块、手电筒
四、各受压部件检验表格
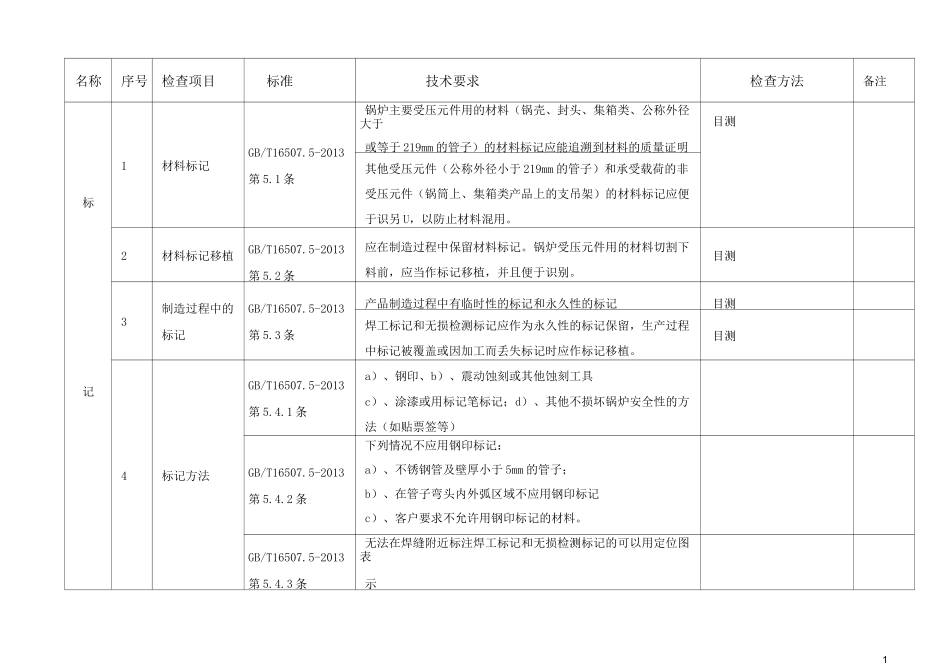
筒体、封头、集箱类、公称外径大于或等于219mm的管子、本体总装1名称序号检查项目标准技术要求检查方法备注标记1材料标记GB/T16507
5-2013第5
1条锅炉主要受压元件用的材料(锅壳、封头、集箱类、公称外径大于或等于219mm的管子)的材料标记应能追溯到材料的质量证明目测其他受压元件(公称外径小于219mm的管子)和承受载荷的非受压元件(锅筒上、集箱类产品上的支吊架)的材料标记应便于识另U,以防止材料混用
2材料标记移植GB/T16507
5-2013第5
2条应在制造过程中保留材料标记
锅炉受压元件用的材料切割下料前,应当作标记移植,并且便于识别
目测3制造过程中的标记GB/T16507
5-2013第5
3条产品制造过程中有临时性的标记和永久性的标记目测焊工标记和无损检测标记应作为永久性的标记保留,生产过程中标记被覆盖或因加工而丢失标记时应作标记移植
目测4标记方法GB/T16507
5-2013第5
1条a)、钢印、b)、震动蚀刻或其他蚀刻工