第一章钢筋加工制作第一节钢筋加工准备钢筋加工前,应摆放好钢筋加工机具,并检查仔细机具性能状况
钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物
钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需加工钢筋的型号、形状、尺寸及使用部位和数量
根据钢筋使用部位、接头形式、接头比例合理配料,加工时,要本着“长料长用、短料短用、长短搭配”的原则,不得随意切断整根钢筋
第二节钢筋调直对进场的盘圆钢筋须进行调直后方可进行配料,现场钢筋调直采用钢筋调直机进行
第三节钢筋切断钢筋切断采用钢筋切断机进行
将同种规格钢筋根据不同长度长短搭配,统筹排料
一般应先断长料,后断短料,减少短头,减少损耗
断料时应避免用短尺量长料,防止在量料中产生累积误差,为此,在工作台上标出尺寸刻度线并设置控制断料尺寸用的挡板
在切断过程中,如发现钢筋有劈裂、缩头或严重的弯头等必须切除;如发现钢筋的硬度与该钢种有较大的出入,应及时向有关人员反映,查明情况
钢筋的断头不得有马蹄形或起弯现象
第四节钢筋弯曲1
钢筋弯曲的一般规定1
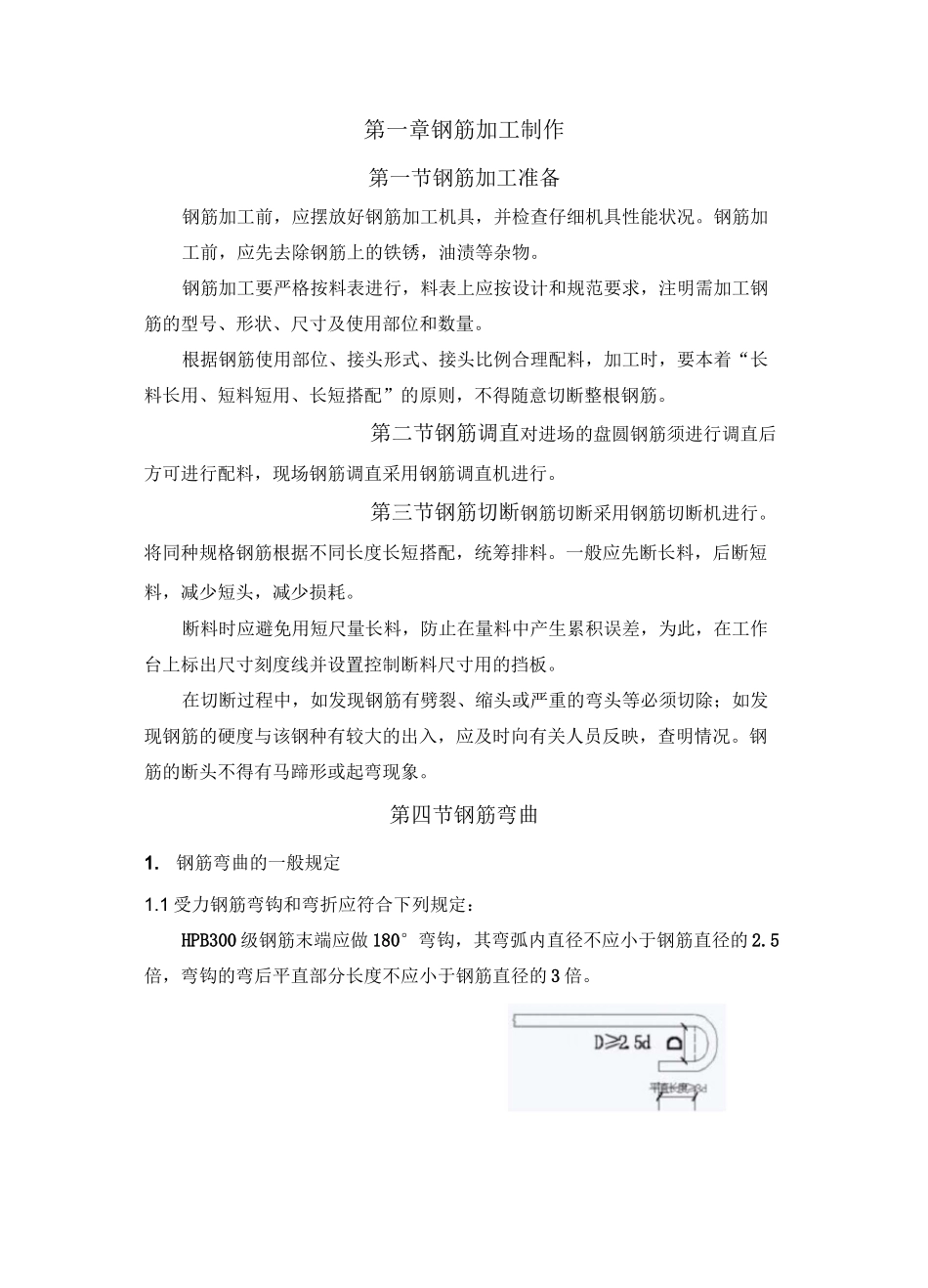
1受力钢筋弯钩和弯折应符合下列规定:HPB300级钢筋末端应做180°弯钩,其弯弧内直径不应小于钢筋直径的2
5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍
11800弯钩示意图当设计要求钢筋末端做135
弯钩时,HRB335、HRB400级钢筋弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直段长度应符合设计要求
21350弯钩示意图当钢筋需做不大于90°的弯折时,弯折处的弯弧内直径不小于钢筋直径的5倍
3900弯钩示意图1
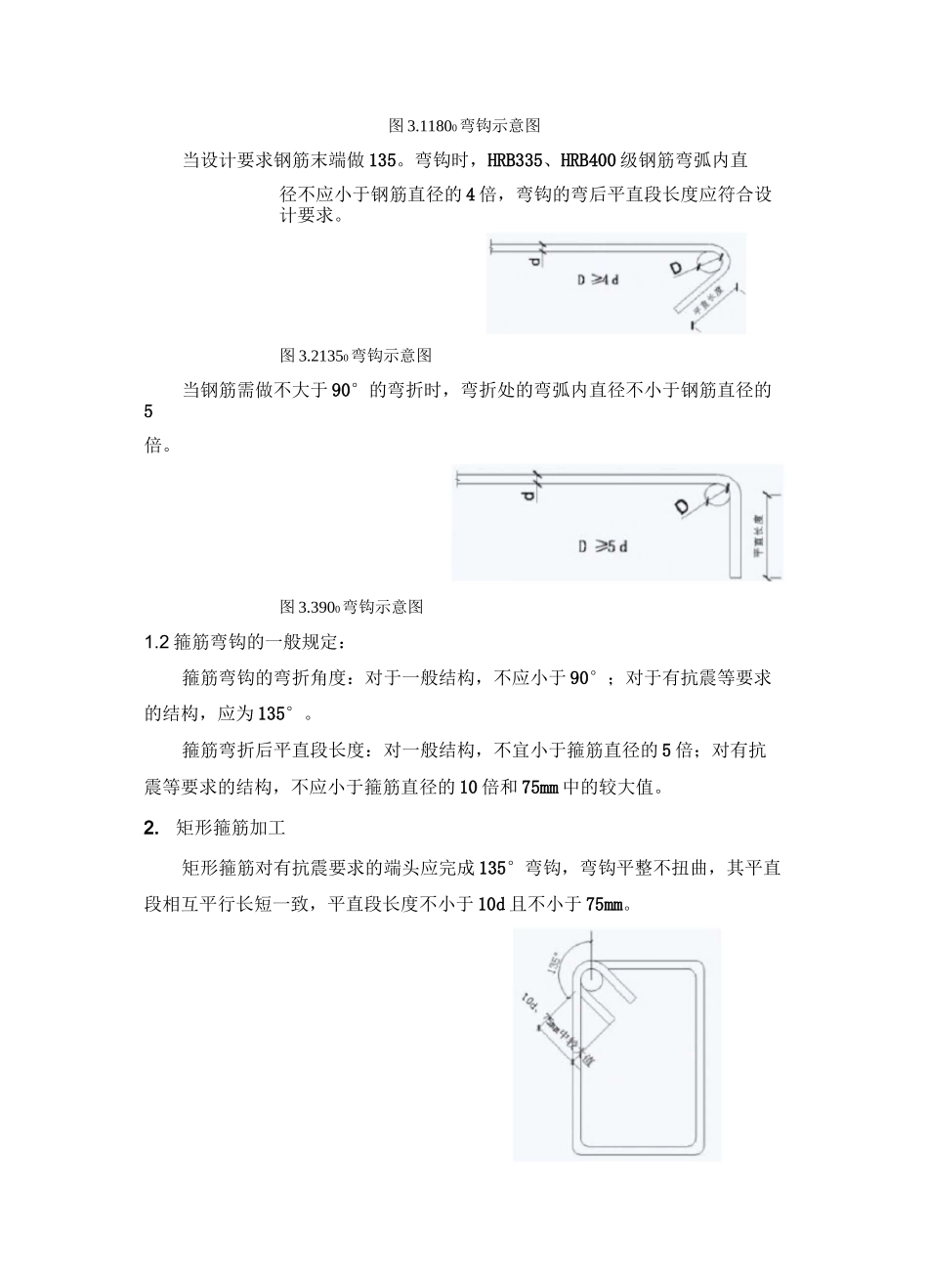
2箍筋弯钩的一般规定:箍筋弯钩的弯折角度:对于一般结构,不应小于90°;对于有抗震等要求的结构,应为135°
箍筋弯折后平直段长度:对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍和75mm中的较大值