氧气站地区管道焊接计划同意:考核:体例:工程部:装置一处目录概述施工按照及履行标准焊接工艺焊接质量的操纵苏息力安排及施工进度计划施工平安技巧方法1、概述地区管道装置包含气氛预冷、分子筛纯化、气氛过滤器及紧缩零碎、透平收缩机零碎、液氧液氩储存零碎、空分塔零碎、调压站及站区管线中的氧气、氮气、氩气、气氛、水五种管道的装置
各零碎的装备通过相关管道互相相连,使各零碎成为弗成联络的全部,在那个全部内实现从气氛到氧气、氮气、氩气的消费
施工按照及履行标准2
1施工按照:施工图及相关管道技巧文件2
2履行标准:施工图及相关管道技巧文件GBJ236—82《产业管道焊接工程施工及验收标准》GBJ50235—97《产业金属管道工程施工及验收标准》焊接工艺4、管道焊接质量的操纵4
1地区管道所用钢材及焊条应存在出厂及格证书
2存在假设干名能适应装置需要,经培训、测验及格获得响应资历证书的电焊工及无损探伤工
3焊接装备存在参数动摇、调理灵敏满意焊接工艺恳求战争安牢靠的功能
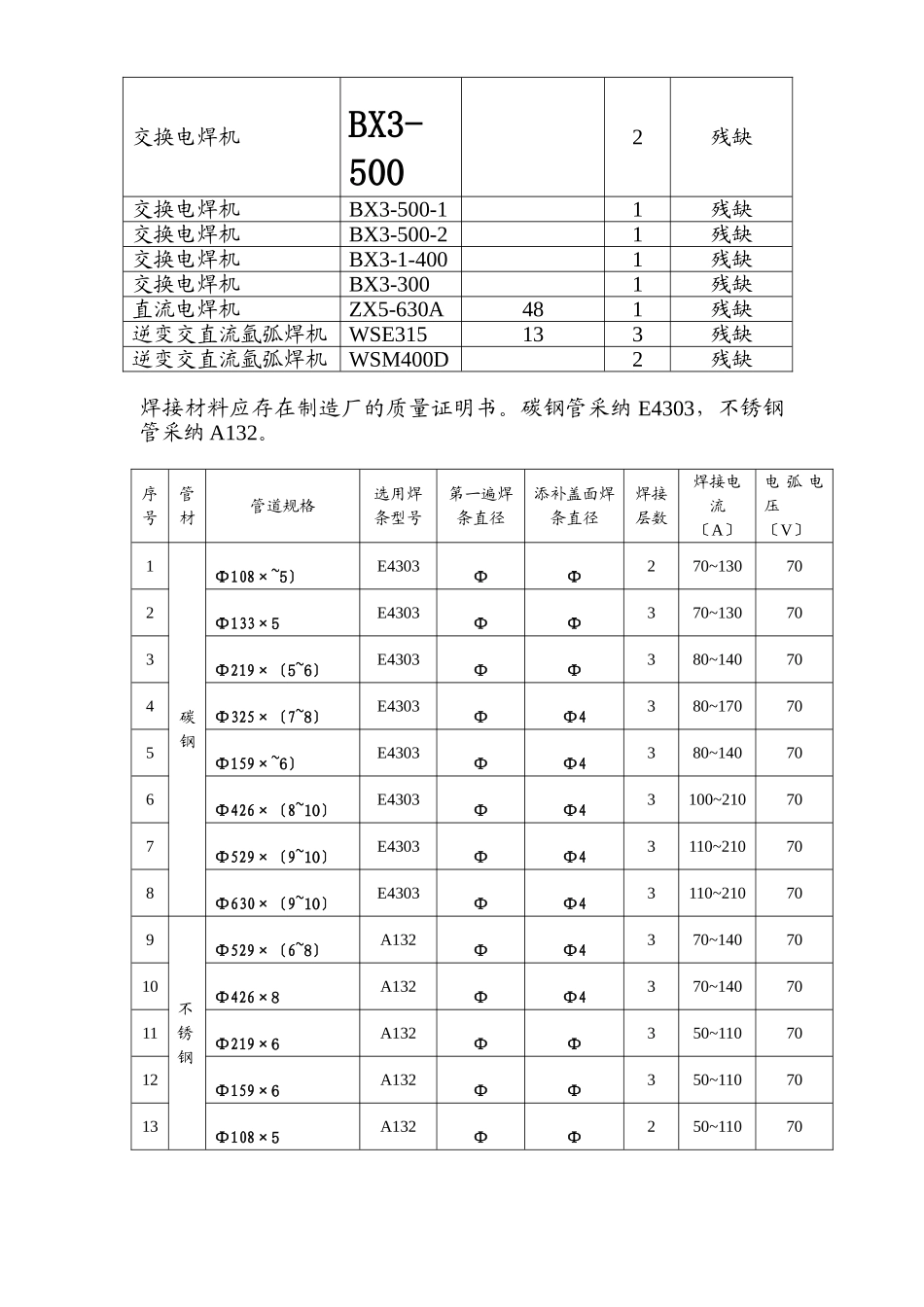
焊接装备见下表:焊接装备称号型号能源〔KW〕数目残缺情况焊机电流调剂焊缝组对焊接X射线拍照交换电焊机BX3-5002残缺交换电焊机BX3-500-11残缺交换电焊机BX3-500-21残缺交换电焊机BX3-1-4001残缺交换电焊机BX3-3001残缺直流电焊机ZX5-630A481残缺逆变交直流氩弧焊机WSE315133残缺逆变交直流氩弧焊机WSM400D2残缺焊接材料应存在制造厂的质量证明书
碳钢管采纳E4303,不锈钢管采纳A132
序号管材管道规格选用焊条型号第一遍焊条直径添补盖面焊条直径焊接层数焊接电流〔A〕电弧电压〔V〕1碳钢Φ108×~5〕E4303ΦΦ270~130702Φ133×5E4303ΦΦ370~130703Φ219×〔5~6〕E4303ΦΦ380~140704Φ325×〔7~8〕E4303ΦΦ