CVD200手持无线结晶器振动检测仪技术方案浙江大学杭州谱诚泰迪实业有限公司11
行业现状结晶器是连铸机上的关键设备,它的功能好坏将直接影响铸坯质量和钢厂的正常生产
连续不断地注入其内腔的高温钢水通过水冷铜壁强制冷却,导出热量,使之逐渐凝固成铸坯,并从结晶器下口拉出
在拉坯过程中为防止发生结晶器壁与钢水的粘结、改善铸坯质量,结晶器需要上下振动,并严格控制其左右或前后的偏振
这种结晶器振动主要有对称的正弦运动和非正弦振动两种形式
结晶器振动状况对连铸坯表面质量好坏有重要影响
合理的结晶器振动幅度、振动频率、振动波形、最小的偏振,对保证铸坯的表面质量至关重要
为了针对不同的钢种调整出最佳的结晶器振动状况参数,就需要对结晶器的振动幅度、振动频率、振动波形、偏振状况等参数进行准确的测量与记录
现有测量手段对结晶器振动的检测,主要有如下四种方式:1
传统人工检测传统人工检测就是检测人员用千分尺测量结晶器振动幅度、用秒表测量振动频率
这种检测方法手段落后,误差大,精度低,同时无法测量振动波形,也无法有效检测其偏振大小,同时对板坯连铸机也无法检测其振动的同步性,很难反映设备的实际运行状况,对实际炼钢生产的指导意义不大
监测油缸行程或电动缸的旋转角度现有钢厂中,老式结晶器无振动位移反馈监测,新式结晶器自带位移测量装置,但其位移值可通过监测油缸行程或电动缸的旋转角度后经过换算而间接获得,与实际位移有一定差别
位移传感器检测振动利用位移传感器(由于接触式位移传感器容易磨损,寿命短,主要采用非接触式传感器如激光、涡流或电容式位移传感器)测量振动台面的位移,此方式需要将位移传感器安装在基准平面,并保证位移传感器测量方向与台面的垂直度,由于装卸不方便,主要用于结晶器的在线检测,其结果也容易受到易受现场2湿度、粉尘与温度的影响
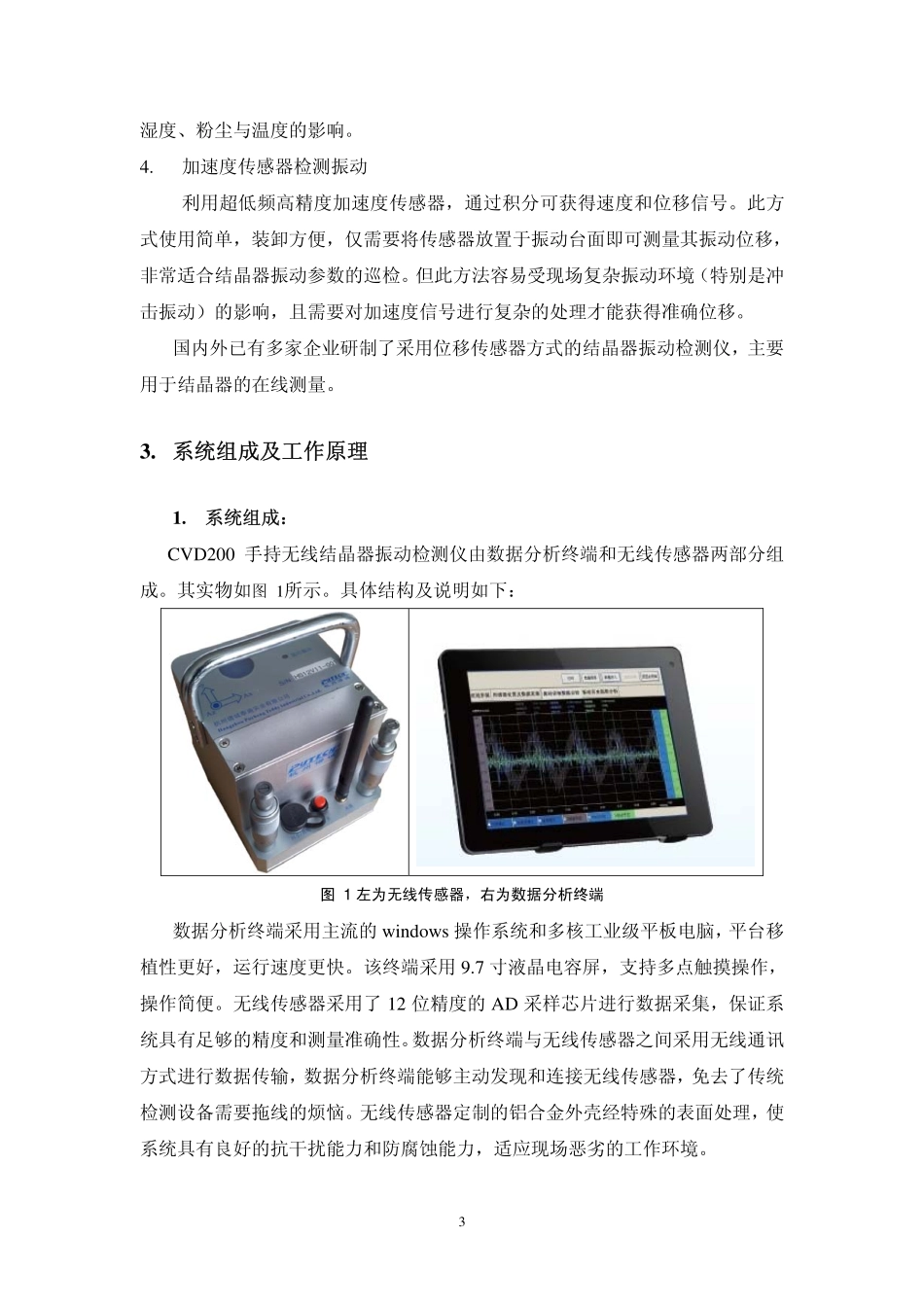
加速度传感器检测振动利用超低频高精度加速度传感器,通过积分