CWB上海广合电子有限公司编号TM-006名称模具部工时定额管理规定版号0/A修订记录页次修订次数持有者发放编号发放日期2003/12/29制订审核批准沈杰周槊蔡庆明CWB作业文件TM-006上海广合电子有限公司模具部工时定额管理规定共3页第1页第A版第0次修改1、目的建立工时管理制度,加强对模具加工的管理,提高工作效率,充分调动员工的工作积极性,增加企业效益
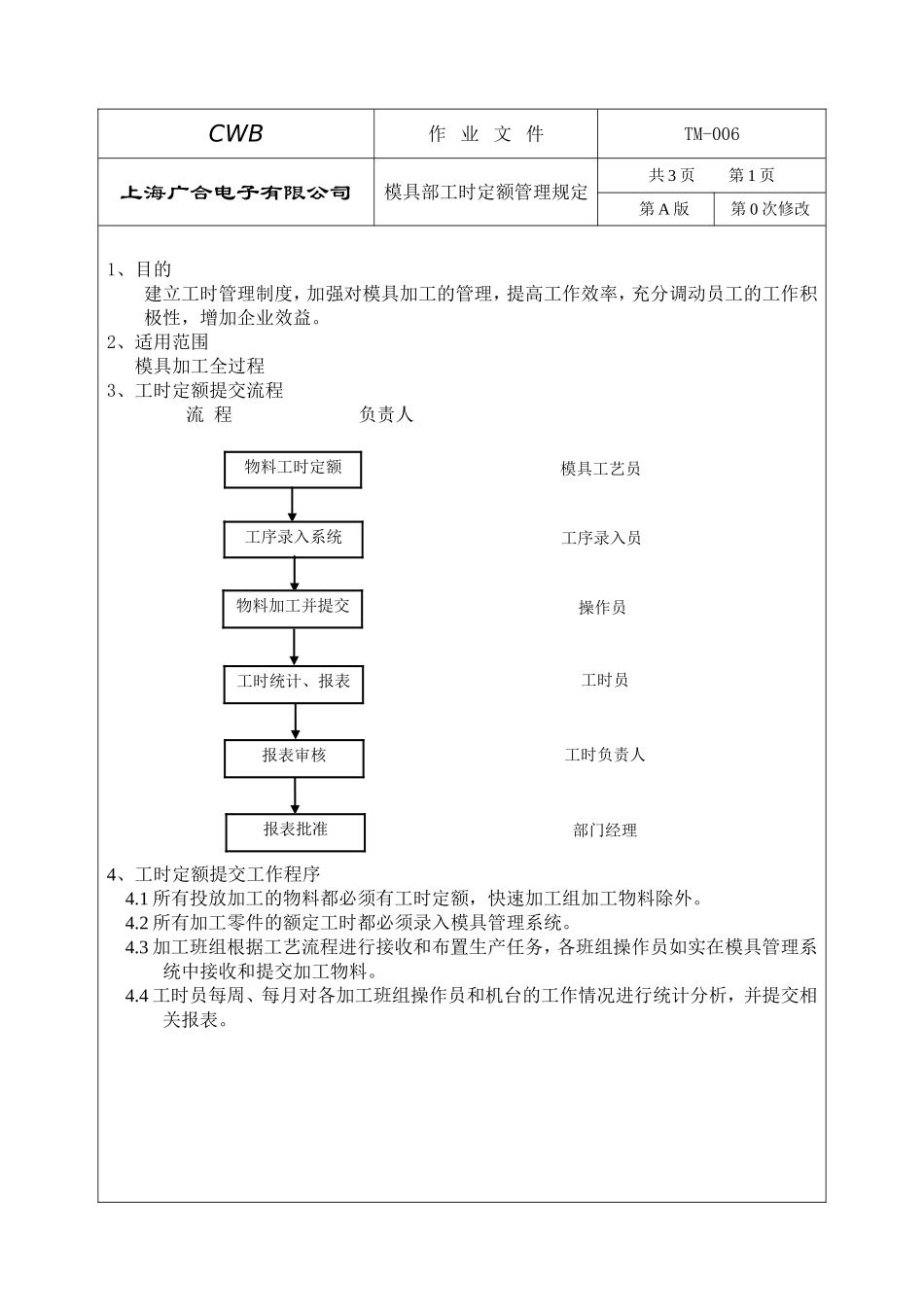
2、适用范围模具加工全过程3、工时定额提交流程流程负责人4、工时定额提交工作程序4
1所有投放加工的物料都必须有工时定额,快速加工组加工物料除外
2所有加工零件的额定工时都必须录入模具管理系统
3加工班组根据工艺流程进行接收和布置生产任务,各班组操作员如实在模具管理系统中接收和提交加工物料
4工时员每周、每月对各加工班组操作员和机台的工作情况进行统计分析,并提交相关报表
物料工时定额工序录入系统物料加工并提交工时统计、报表报表审核报表批准模具工艺员工序录入员操作员工时员工时负责人部门经理CWB作业文件TM-006上海广合电子有限公司模具部工时定额管理规定共3页第2页第A版第0次修改4
5工时负责人负责工时员提交的报表的审核,并对其真实性负责
工时负责人就工时报表中的异常情况及时采取相应措施
6模具部经理对工时报表进行最后的审核并批准
5、工时绩效考核5
1机台操作员考核标准工资=技术等级工资+工龄工资应发工资=标准工资×(实做额定工时÷应在岗位时间)×(月度评分÷100)-报废应扣除金额5
2班组管理人员考核应发工资=(技术等级工资+工龄工资)×(全班组实做工时总和÷全班组操作员实际出勤时间)×(月度评分÷100)×(实际出勤时间÷应该出勤时间)+职务工资5
3机台考核5
1各加工班组若不采用员工工时考核制度的可以采用机台利用率考核制度
2采用机台利用率考核的班组,根据模具部设定的目标值进