産品工藝及配方說明(Calender)技術部伍立昌2005
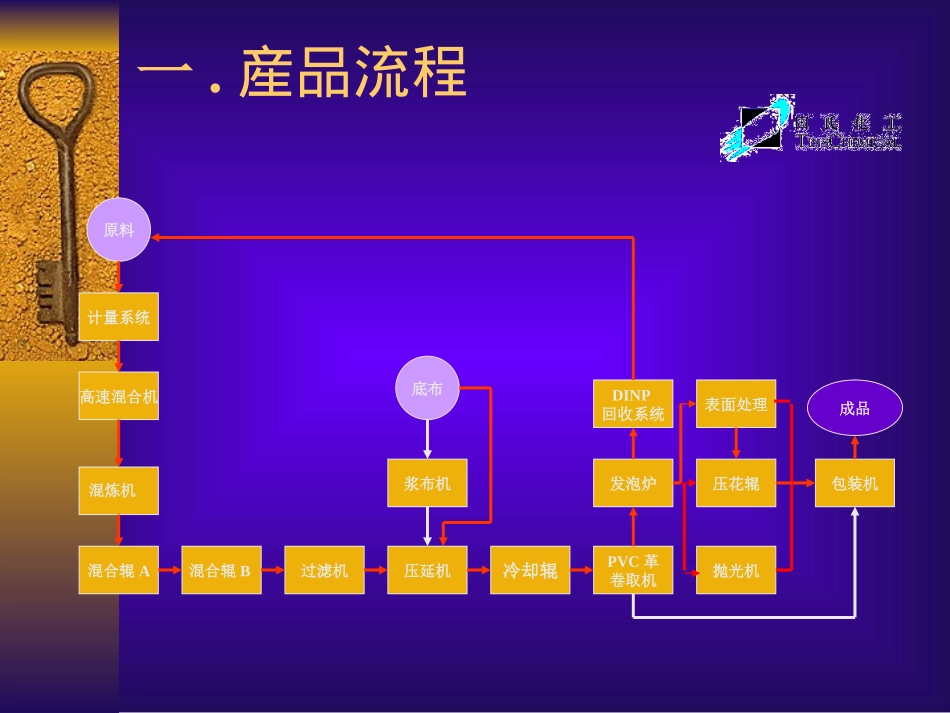
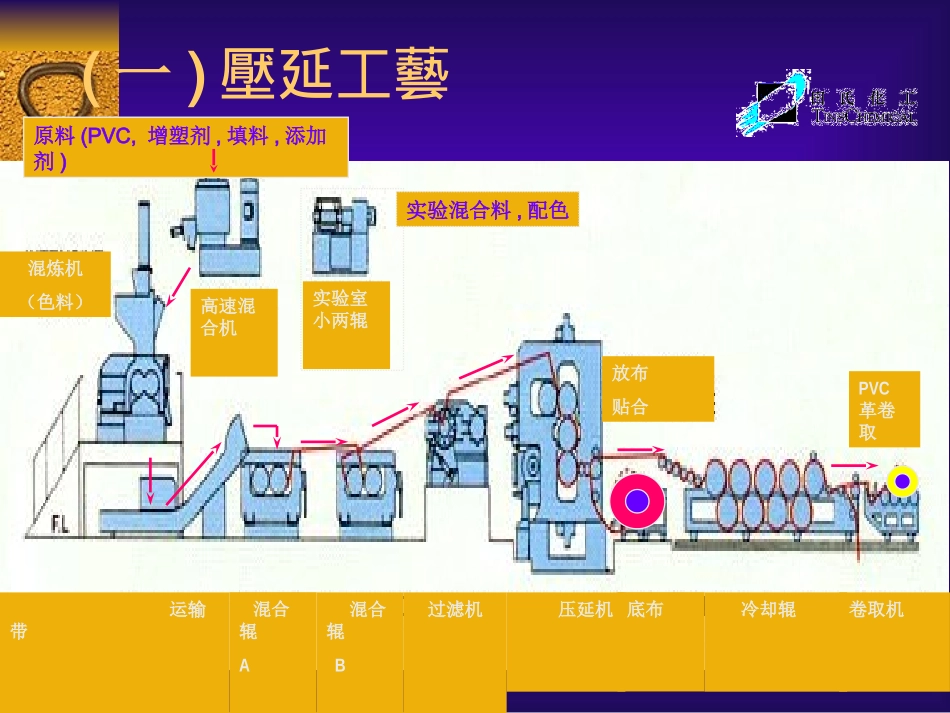
産品流程原料计量系统高速混合机混合辊A混合辊B过滤机压延机冷却辊PVC革卷取机抛光机浆布机发泡炉压花辊包装机表面处理DINP回收系统底布成品混炼机(一)壓延工藝原料(PVC,增塑剂,填料,添加剂)底布混合辊A混合辊B过滤机压延机冷却辊卷取机运输带实验混合料,配色混炼机(色料)高速混合机实验室小两辊放布贴合PVC革卷取(二)産品結構底布发泡层处理层面层(三)加工原理1
原料混合:原則上先使PVC粉与增塑劑混合﹐讓樹脂溶脹﹐過程如下﹕1
<65℃時﹐PVC与增塑劑不相溶﹒1
65℃℃時﹐PVC樹脂吸收增塑劑﹐開始体積膨脹﹐到85℃時﹐膨脹放緩﹒1
100℃時迅速膨脹至不存在樹脂及增塑劑界面﹒http://www
溶脹完成后再加入填充劑﹑顏料等有助于分散均勻﹒2
加工過程:–壓延生產可分兩個階段﹕成型前–混合(打粉机)塑化(万馬力﹑軋輪机)供料(軋輪机﹑過濾机)成型后–壓延牽引壓紋冷卻定型裁邊捲取后加工–處理發泡壓紋處理配方特性及供料操作對壓延成型影響很大
(四)產品加工方法產品加工的一般要求是成品符合客戶之要求﹐在生產中控制時﹐須依据相關ISO文件指示及部分產品之生產要求﹒漿布机﹕上漿均勻﹐烘干﹒壓延機﹕混煉均勻,膠面良好﹑無气痕﹑平整﹐左中右厚度一致﹒發泡爐﹕達到產品效果﹒處理機﹕上漿均勻﹐烘干﹒壓紋機﹕達到產品效果﹒紋路類型花紋字符個數字符冠壽命仿真度机台速度(mpm)LFE鐵輪1-3字母>100万差6015-257-15Silicone輪2-38,95-8万优//3-10工程塑膠輪2-3220万良/12-254-10鎳輪2-3550万良/12-254-10布紋2-3340次优//5-10紙紋2-3U+字母20次优//5-10A﹒花紋