第26卷第24期2010年12月甘肃科技GansuScienceandTechnologyVol.26No.24Dec.2010风力发电塔筒中Q345E钢的焊接车建设(中核动力设备有限公司,甘肃兰州730065)摘要:通过对Q345E钢的化学成分、机械性能等技术条件的对比和分析,提出了风力发电塔筒中Q345E钢所采用的焊接工艺方法、焊接材料和焊接规范,并通过焊接试验进行了验证
关键词:风电塔筒;焊接工艺;冲击韧性中图分类号:X5051前言风能是一种永不枯竭的非常环保的资源,在我国的西北、东北、华北和沿海等很大范围内都可以取得,风能产业的前景非常广阔,发展速度越来越快,风力发电机组的单台设计容量也越来越大,塔架高度越来越高
风力发电塔的结构是由钢板卷制而成的圆锥形筒体,发电塔不但要承受机舱、风轮重达二三拾吨的重量,还要受到各种风况下的动态风载荷作用,使用环境恶劣,不仅受到温度、温度差的影响,而且还受到风沙的侵蚀,因此对风力发电塔的制造要求非常高
塔架由基础段和筒体组成,筒体由下段、中段、上段三段组成或由下段、中下段、中上段、上段四段组成
基础段、筒体各段、发电机之间用法兰联结
法兰采用高颈法兰与筒节对接焊接,基础节底法兰与基础节采用焊透的组合焊缝,进人门框与下段的焊接采用焊透的组合焊缝
从基础段到上段,厚度由32~8mm不等
基础节底法兰的厚度为50~70mm,进人门框的厚度为120~130mm
塔架采用的材料为Q345E,是一种低温用低合金高强度钢,对焊缝的质量要求很高
因此,制造风力发电塔,作好焊接工艺评定,制定切实可行的焊接工艺成为制造厂的关键
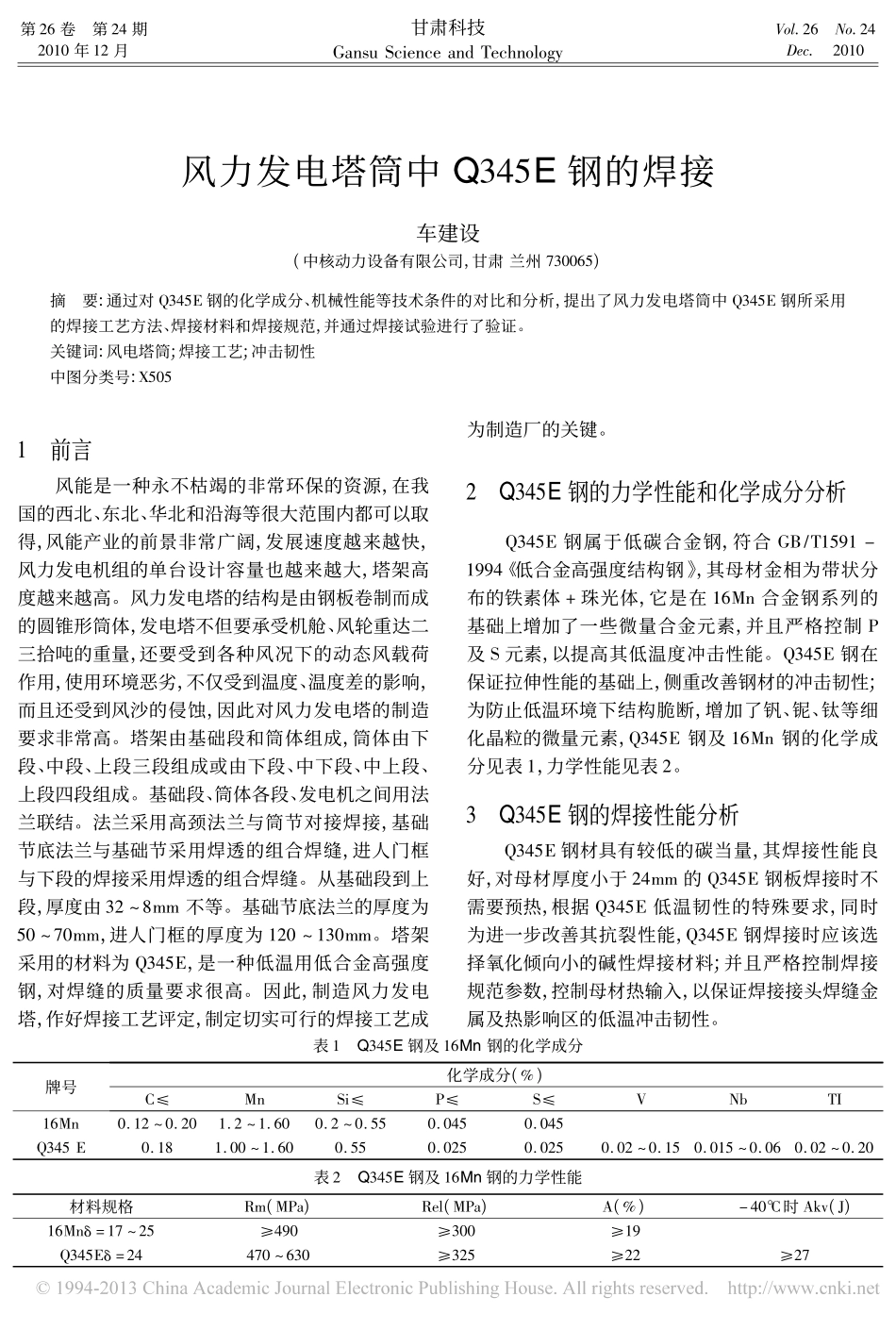
2Q345E钢的力学性能和化学成分分析Q345E钢属于低碳合金钢,符合GB/T1591-1994《低合金高强度结构钢》,其母材金相为带状分布的铁素体+珠光体,它是在16Mn合金钢系列的基础上增加了一些微量合金元素,并且严格控制P