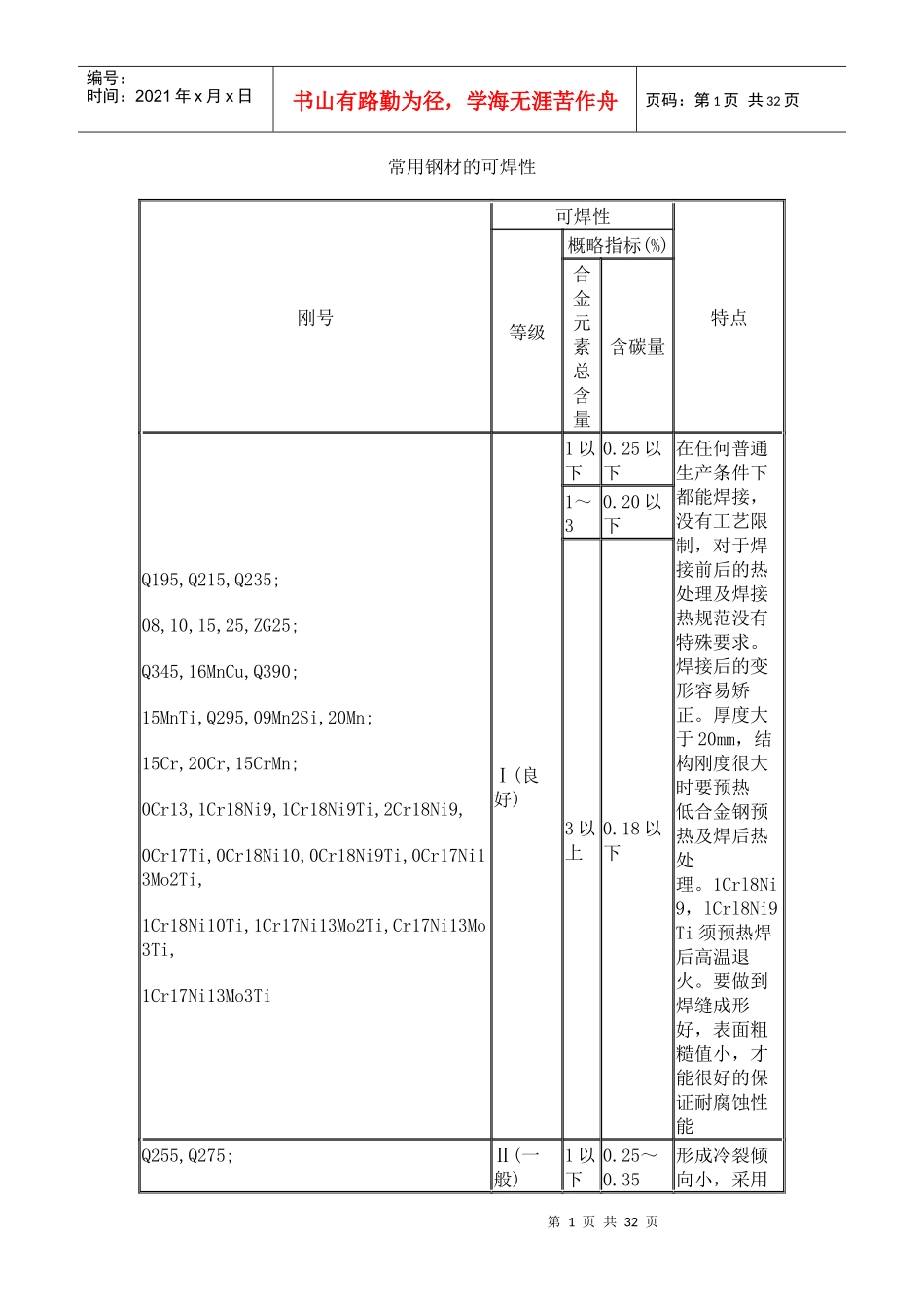
第1页共32页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共32页常用钢材的可焊性刚号可焊性特点等级概略指标(%)合金元素总含量含碳量Q195,Q215,Q235;08,10,15,25,ZG25;Q345,16MnCu,Q390;15MnTi,Q295,09Mn2Si,20Mn;15Cr,20Cr,15CrMn;0Cr13,1Cr18Ni9,1Cr18Ni9Ti,2Cr18Ni9,0Cr17Ti,0Cr18Ni10,0Cr18Ni9Ti,0Cr17Ni13Mo2Ti,1Cr18Ni10Ti,1Cr17Ni13Mo2Ti,Cr17Ni13Mo3Ti,1Cr17Ni13Mo3TiⅠ(良好)1以下0
25以下在任何普通生产条件下都能焊接,没有工艺限制,对于焊接前后的热处理及焊接热规范没有特殊要求
焊接后的变形容易矫正
厚度大于20mm,结构刚度很大时要预热低合金钢预热及焊后热处理
1Crl8Ni9,lCrl8Ni9Ti须预热焊后高温退火
要做到焊缝成形好,表面粗糙值小,才能很好的保证耐腐蚀性能1~30
20以下3以上0
18以下Q255,Q275;Ⅱ(一般)1以下0
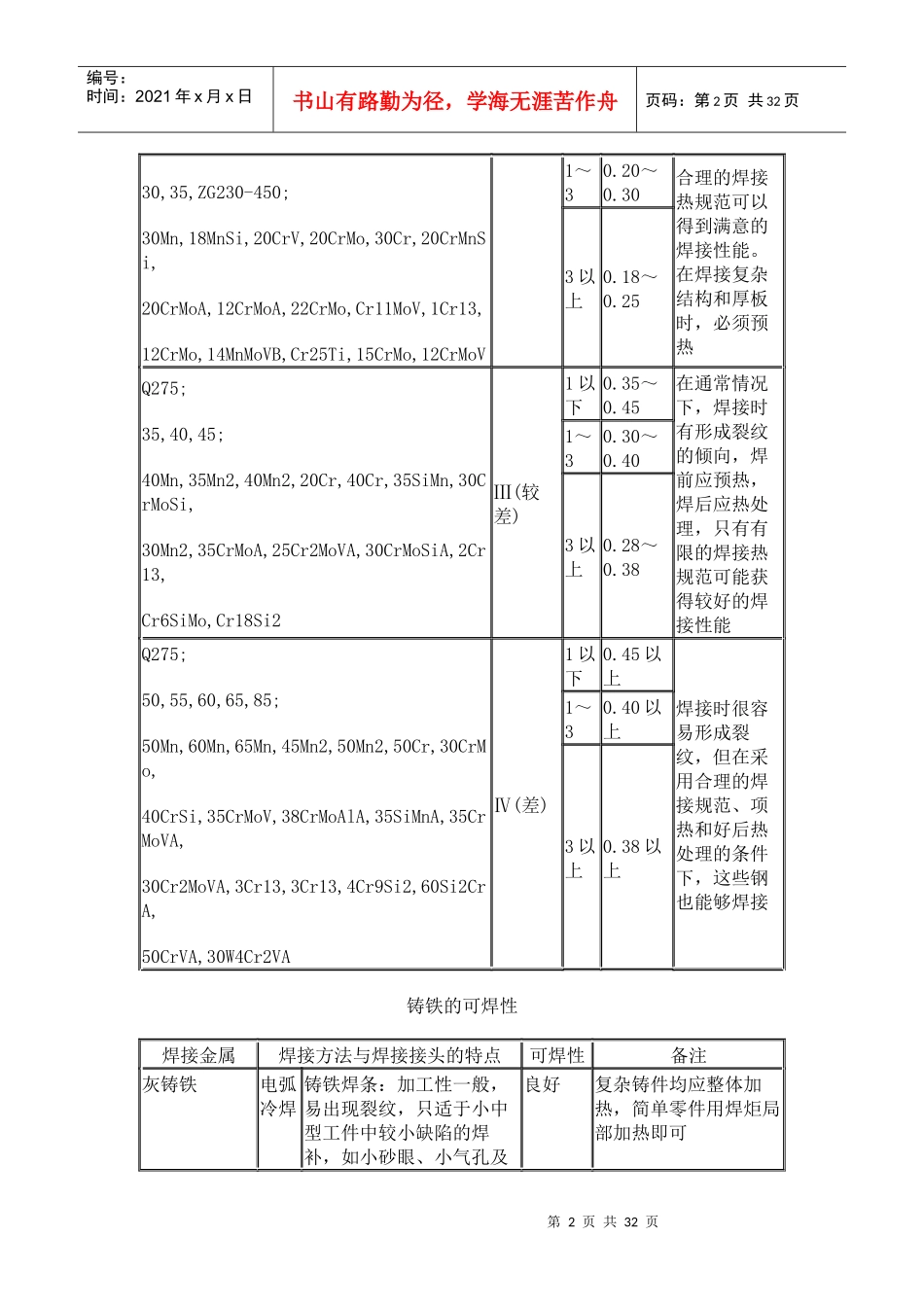
35形成冷裂倾向小,采用第2页共32页第1页共32页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共32页30,35,ZG230-450;30Mn,18MnSi,20CrV,20CrMo,30Cr,20CrMnSi,20CrMoA,12CrMoA,22CrMo,Cr11MoV,1Cr13,12CrMo,14MnMoVB,Cr25Ti,15CrMo,12CrMoV合理的焊接热规范可以得到满意的焊接性能
在焊接复杂结构和厚板时,必须预热1~30
303以上0
25Q275;35,40,45;40Mn,35Mn2,40Mn2,20Cr,4