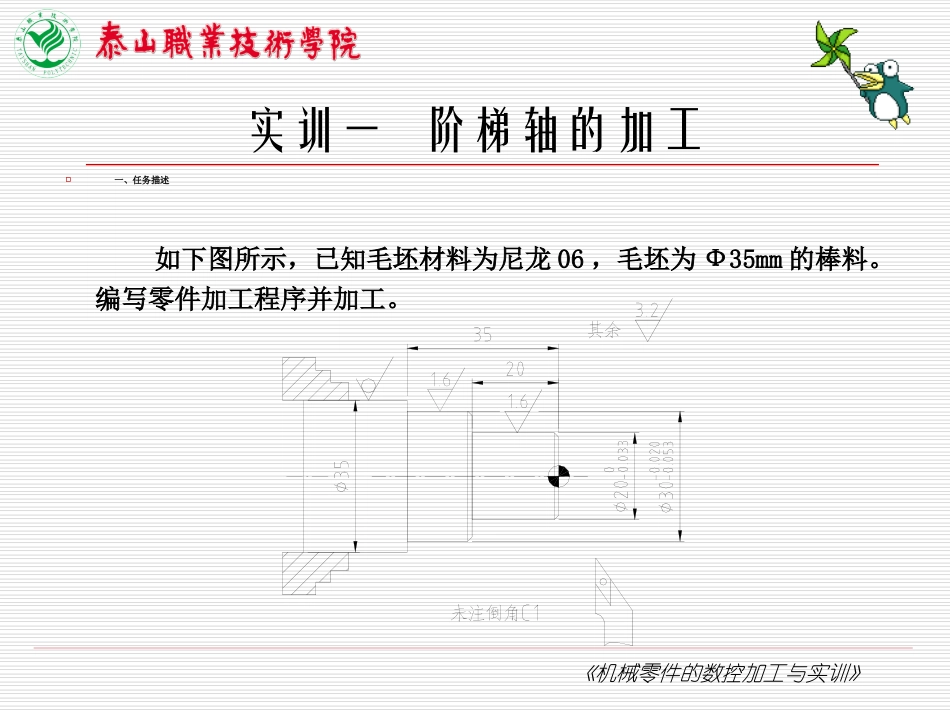
《机械零件的数控加工与实训》主讲:李光梅机械制造类专业核心课联合课程《机械零件的数控加工与实训》实训一实训一::阶梯轴的加工阶梯轴的加工《机械零件的数控加工与实训》实训一阶梯轴的加工如下图所示,已知毛坯材料为尼龙06,毛坯为Ф35mm的棒料
编写零件加工程序并加工
一、任务描述一、任务描述《机械零件的数控加工与实训》实训一阶梯轴的加工该零件只加工一头,且为短轴,因此采用三爪自定心卡盘装夹
由于该零件只加工外圆和倒角,因此刀具选择90°外圆车刀
测量尺寸包括长度和直径尺寸,而且精度要求较高,因此测量工具选择0~150mm游标卡尺和(0~25mm/25~50mm)千分尺
二、二、任务分析《机械零件的数控加工与实训》实训一阶梯轴的加工工艺卡片如下表:零件编号零件名称材料数控加工工艺卡片机床型号夹具名称阶梯轴尼龙06CAK6140三爪卡盘刀具表量具表工具表T0190°外圆右偏刀1游标卡尺(0~150mm)1油石2千分尺(0~25mm)3千分尺(25~50mm)序号工艺内容主轴转速r/min进给速度mm/r背吃刀量mm刀具1粗车外圆,留精加工单边余量0
5mm5000
32T01012精车外圆至图纸要求,车倒角C18000
5T0101《机械零件的数控加工与实训》实训一阶梯轴的加工三、操作注意事项1、按照安全操作规程操作,注意安全
2、机床启动前关上安全门
一定要将工件夹紧,注意检查卡盘扳手不得遗留在卡盘上
3、换刀时注意刀具与工件离开一段安全距离
4、禁止多人同时操作机床,以免发生事故
5、遇到紧急情况迅速按下急停按钮
《机械零件的数控加工与实训》实训一阶梯轴的加工四、操作步骤1、机床开机:先开机床电源开关,然后打开机床系统开关,最后打开急停按钮
2、机床回参考点:先回X轴,待指示灯亮后,然后回Z轴
3、用三爪自定心卡盘夹住工件毛坯,伸出长度约50mm,夹紧工件