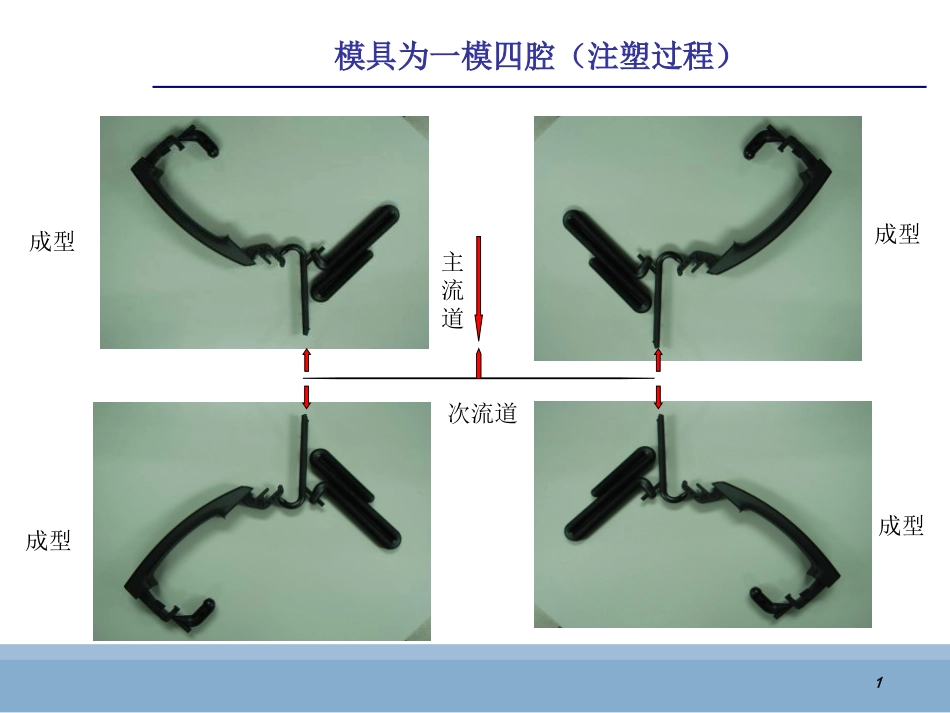
1模具为一模四腔(注塑过程)主流道次流道成型成型成型成型2每腔的气辅工艺分解--注塑阀1开启阀2关闭注塑开始注塑结束注塑把手主体原理:同注塑工艺(注意一定要将阀1开启,阀2关闭)
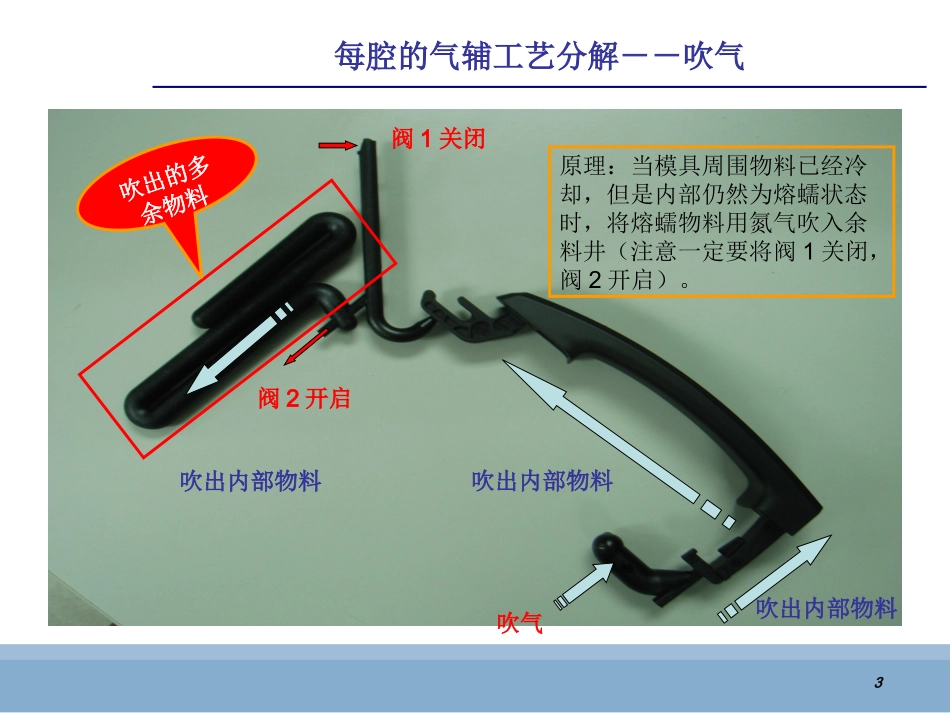
3每腔的气辅工艺分解--吹气阀1关闭阀2开启吹出内部物料吹气吹出内部物料吹出内部物料吹出的多余物料原理:当模具周围物料已经冷却,但是内部仍然为熔蠕状态时,将熔蠕物料用氮气吹入余料井(注意一定要将阀1关闭,阀2开启)
4此模具的优点此模具的优点1、模具精度非常高,分型线非常细微,且非常均匀
2、吹出的物料如果太多,将影响把手的强度,无法通过5万次的开启实验;如果太少,会使把手内部壁厚不均匀产生缩印(如SGM811把手)
而HUF的此副模具设计的非常精确,只要余料井物料积满,设备将停止吹气,有效的控制了壁厚,当然吹气的走向也直接影响壁厚是否均匀
LessonsLearned:目前国内供应商还不具备对吹气过程在零件设计及开模之前进行模拟分析的能力,SGM也没有这方面的Mold-flow的经验
加强吹气工艺的前期分析应该作为我们在门把手开发中的一个突破重点,以解决困扰我们的缩印问题