第九章加捻第一节加捻的目的与要求一、加捻对象松散纤维须条或纤维集合体——纱
单纱、单丝的集合体——线、缆绳
二、目的1、使纤维须条成纱或使纱捻合成股线
2、使纤维、单纱、单丝在纱、线中获得一定的结构形态,使制品具有一定的物理机械性能和外观结构
二、加捻要求1、获得较好的强力、伸长、光泽、手感等
2、结构形态多样化
3、提高加捻效率
不同的加捻方法(原理)导致成纱结构、特性及劳动生产率的不同
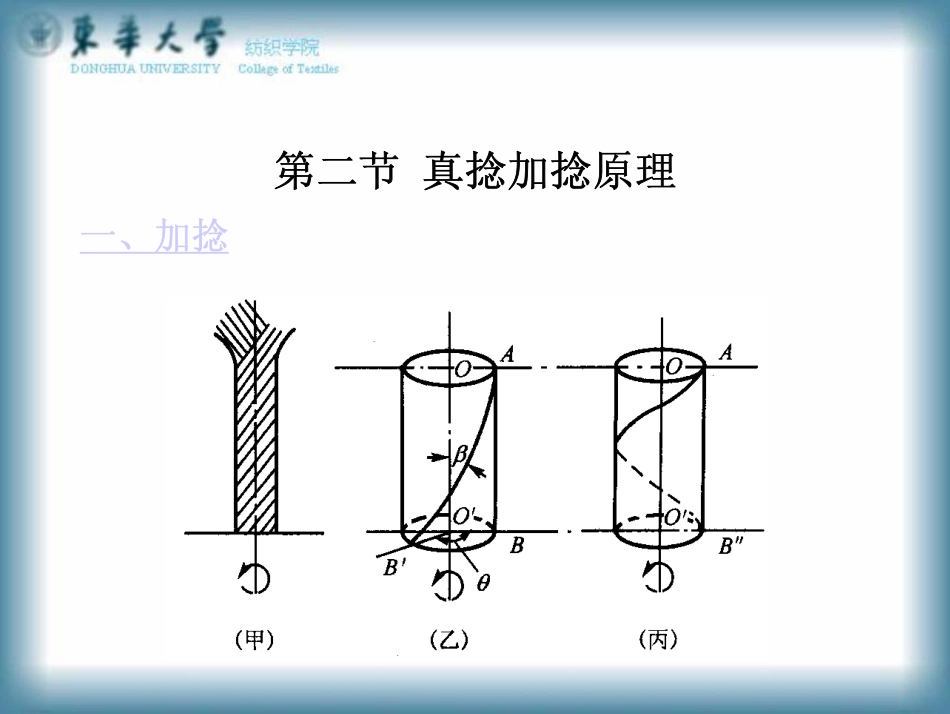
第二节真捻加捻原理一、加捻须条一端被握持,另一端绕自身轴线回转,须条各截面间产生相对回转角位移-加捻
广义上:凡是在纺纱过程中,纱条(须条、纱、线、丝)绕其轴线加以扭转搓动或轴向缠绕,使纱条获得捻回、包缠、交缠或网络等都称为加捻
∠θ=360°时,即须条绕本身轴线回转一周,获得一个捻回
二、加捻实质由于加捻,使外层纤维向内层挤压,挤压力为q,改变了纱条的结构,增加了纤维间的摩擦力,从而增加纱条的紧密度和强力,并改变了纱条的物理机械性质
ββθ∝=q,sinPq三、真捻的度量1、捻度单位长度纱线在截面上相对回转的角度位移
号数制捻度:Tt=10cm长须条上的捻回数,英制捻度:Te=每寸长度须条上的捻回数,公制捻度:Tm=1米长须条上的捻回数
但捻度只能比较同样粗细纱条的加捻程度,而不能直接比较不同粗细纱条的加捻程度
如下图,同样捻度的不同粗细纱条上的捻回角(加捻程度)是不同的
102102ttrTtg,Th,hrtgπβπβ=∴==Q可见,β与纱条半径r和捻度Tt均有关
2、捻系数捻回角β反映纱条加捻后纤维的倾斜程度
但其使用不方便,故用捻系数α来表示
α与捻回角β的关系可推导如下:σππβπθβLrGLGNrTtgThhrdzrdtgttt21001000102102=××=====英制公制同理特数(号数)制即捻系数定义为:代入得:则eeetmmtttNTNTNTtgNttg