非标螺纹加工及测量计算摘要由于光学零件的特殊要求,非标螺纹在光学零件中应用越来越多,同时由于螺纹为非标螺纹在加工和测量过程中均有其局限性,本文通过对螺纹的原理进行分析和推算,从而解决非标螺纹的加工与测量问题
关键词非标螺纹三针螺纹导程1序言随差我公司加工光学零件和国外贸易零件越来越多,非标螺纹加工的种类越来越多,在开始时均是通过定制专用刀、量具来解决加工和测量问题,但随着品种越来越多以及交货进度的紧张,经常是刀、量具还没有采购回来,用户就在急切的等待产品的交付,该问题已成了制约公司的瓶颈
本文通过对螺纹的原理进行分析和推算,从而解决非标螺纹的加工与测量问题
2各类螺纹的计算2
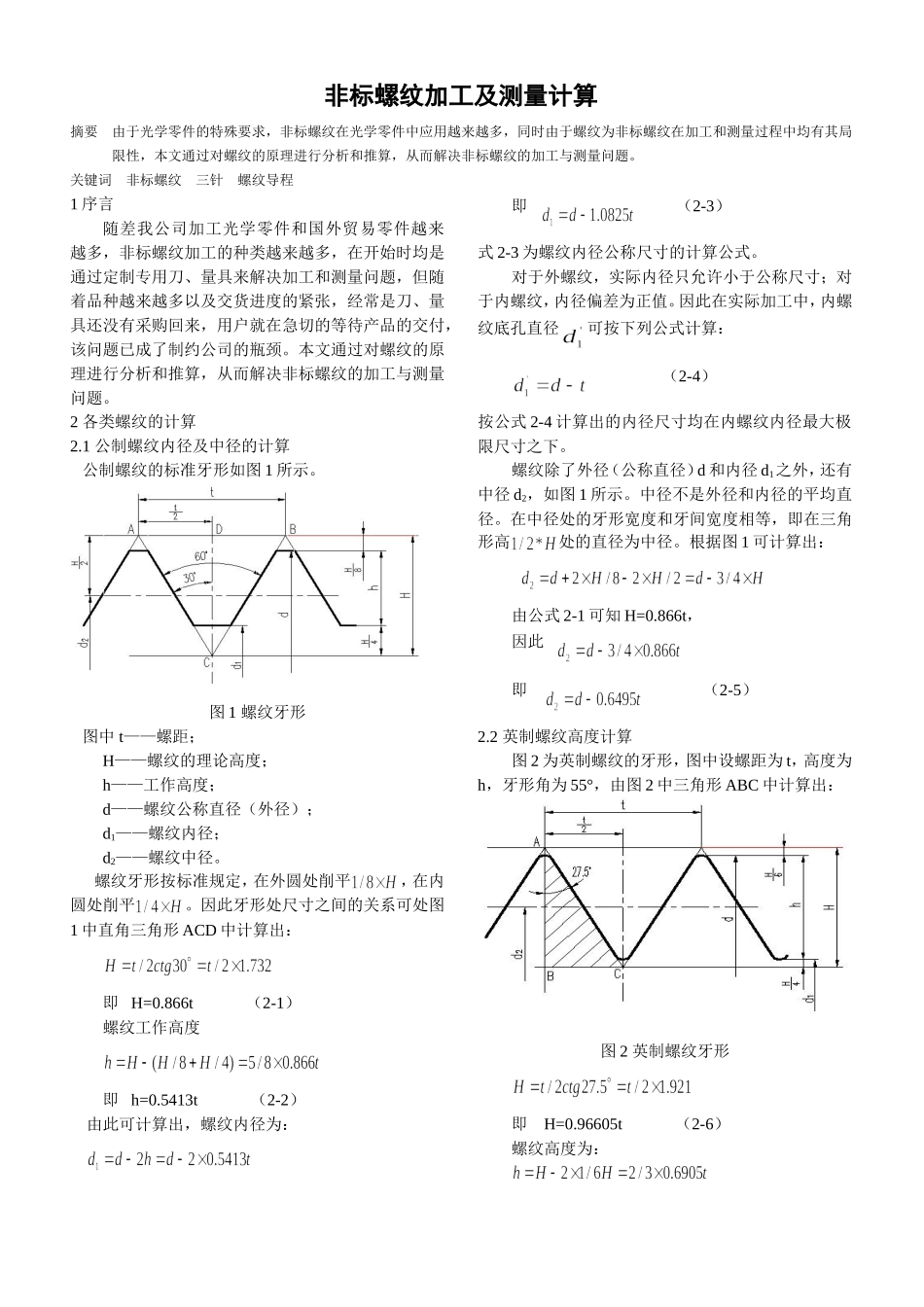
1公制螺纹内径及中径的计算公制螺纹的标准牙形如图1所示
图1螺纹牙形图中t——螺距;H——螺纹的理论高度;h——工作高度;d——螺纹公称直径(外径);d1——螺纹内径;d2——螺纹中径
螺纹牙形按标准规定,在外圆处削平,在内圆处削平
因此牙形处尺寸之间的关系可处图1中直角三角形ACD中计算出:即H=0
866t(2-1)螺纹工作高度即h=0
5413t(2-2)由此可计算出,螺纹内径为:即(2-3)式2-3为螺纹内径公称尺寸的计算公式
对于外螺纹,实际内径只允许小于公称尺寸;对于内螺纹,内径偏差为正值
因此在实际加工中,内螺纹底孔直径可按下列公式计算:(2-4)按公式2-4计算出的内径尺寸均在内螺纹内径最大极限尺寸之下
螺纹除了外径(公称直径)d和内径d1之外,还有中径d2,如图1所示
中径不是外径和内径的平均直径
在中径处的牙形宽度和牙间宽度相等,即在三角形高处的直径为中径
根据图1可计算出:由公式2-1可知H=0
866t,因此即(2-5)2
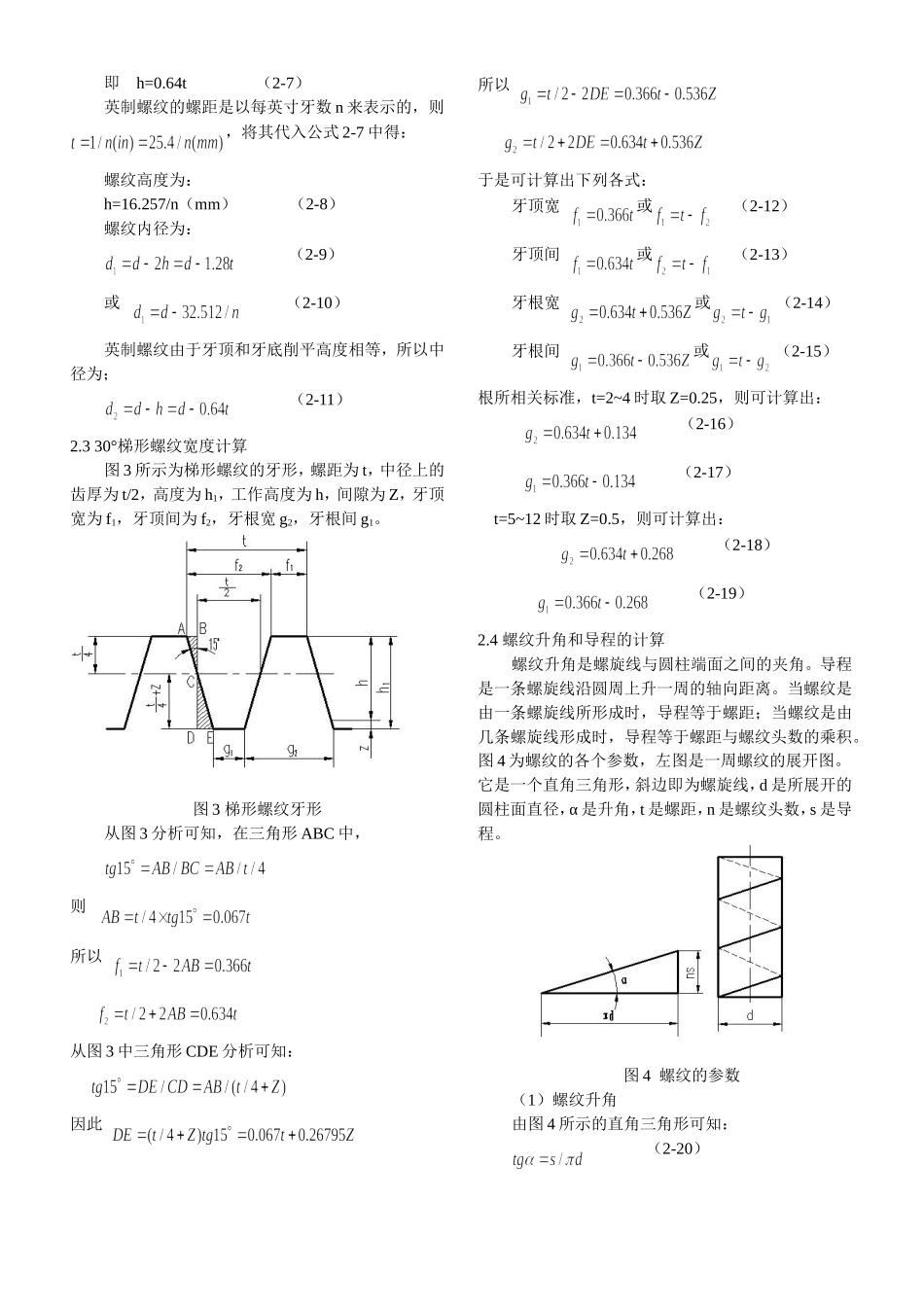
2英制螺纹高度计算图2为英制螺纹的牙形,图中设螺距为t,高度为h,牙形角为55°,由图2中三角形ABC中计算出:图2英制螺纹牙形即H=0
96605t(2-