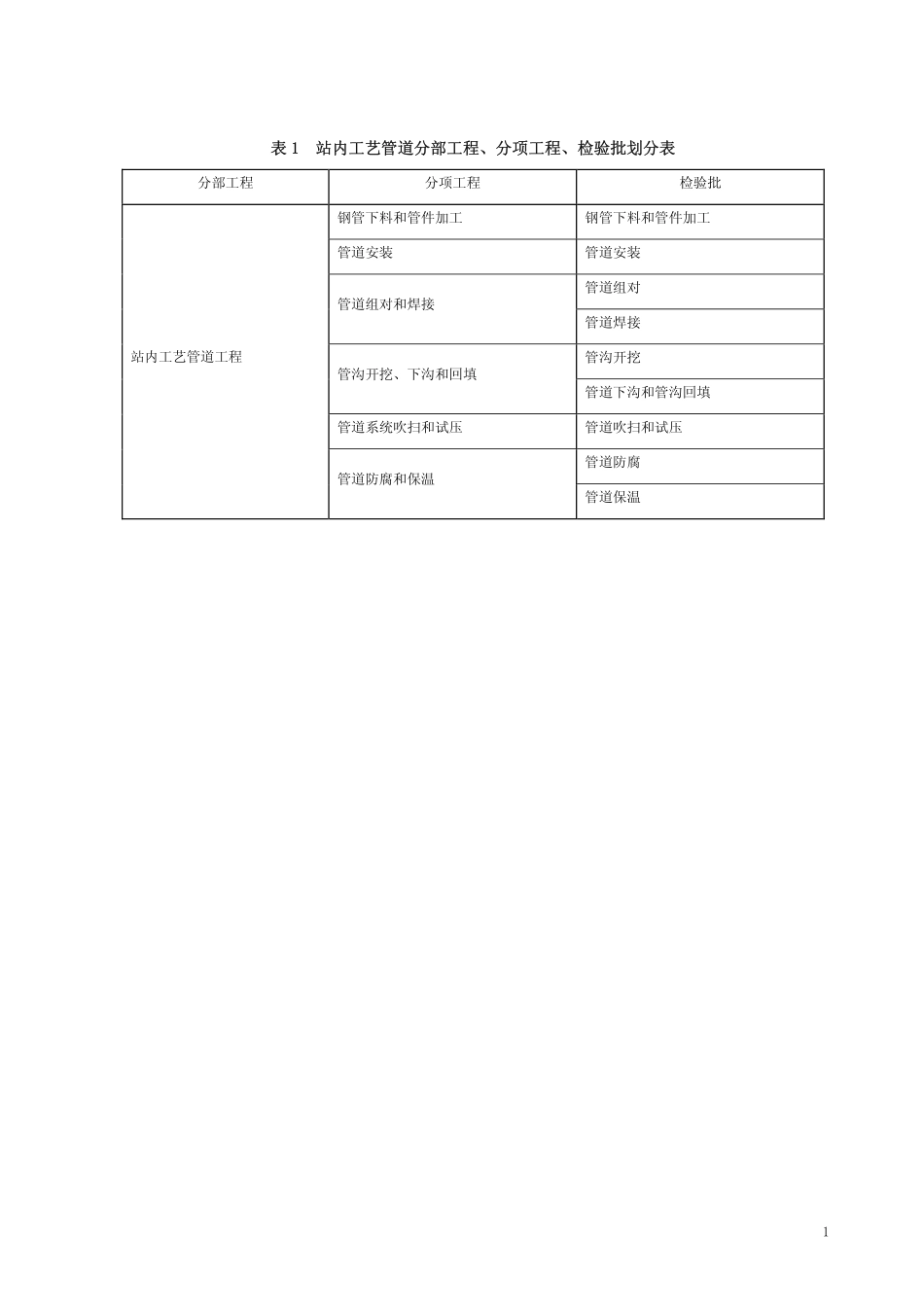
表1站内工艺管道分部工程、分项工程、检验批划分表分部工程分项工程检验批钢管下料和管件加工钢管下料和管件加工管道安装管道安装管道组对管道组对和焊接管道焊接管沟开挖管沟开挖、下沟和回填管道下沟和管沟回填管道系统吹扫和试压管道吹扫和试压管道防腐站内工艺管道工程管道防腐和保温管道保温1表B
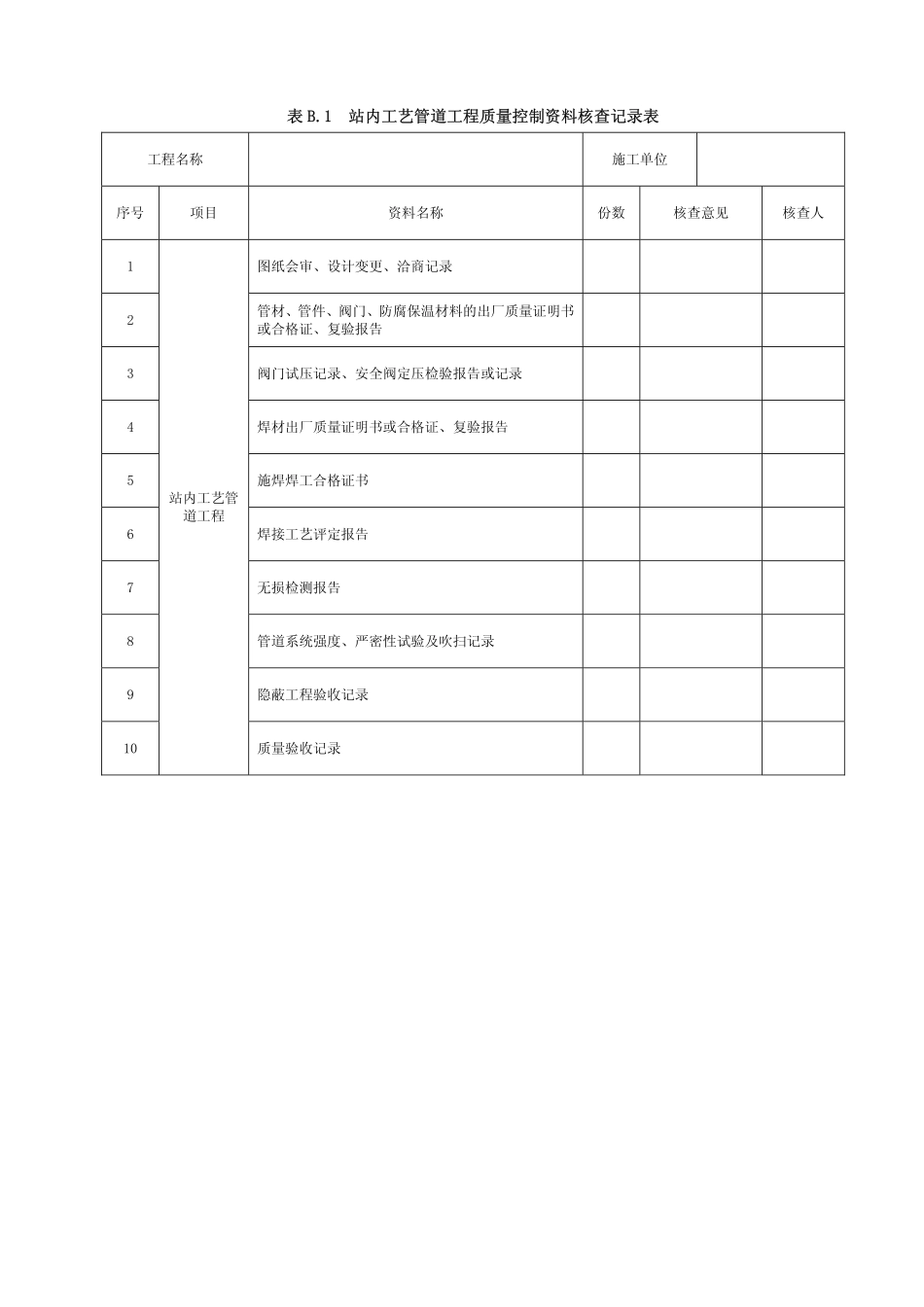
1站内工艺管道工程质量控制资料核查记录表工程名称施工单位序号项目资料名称份数核查意见核查人1图纸会审、设计变更、洽商记录2管材、管件、阀门、防腐保温材料的出厂质量证明书或合格证、复验报告3阀门试压记录、安全阀定压检验报告或记录4焊材出厂质量证明书或合格证、复验报告5施焊焊工合格证书6焊接工艺评定报告7无损检测报告8管道系统强度、严密性试验及吹扫记录9隐蔽工程验收记录10站内工艺管道工程质量验收记录表C
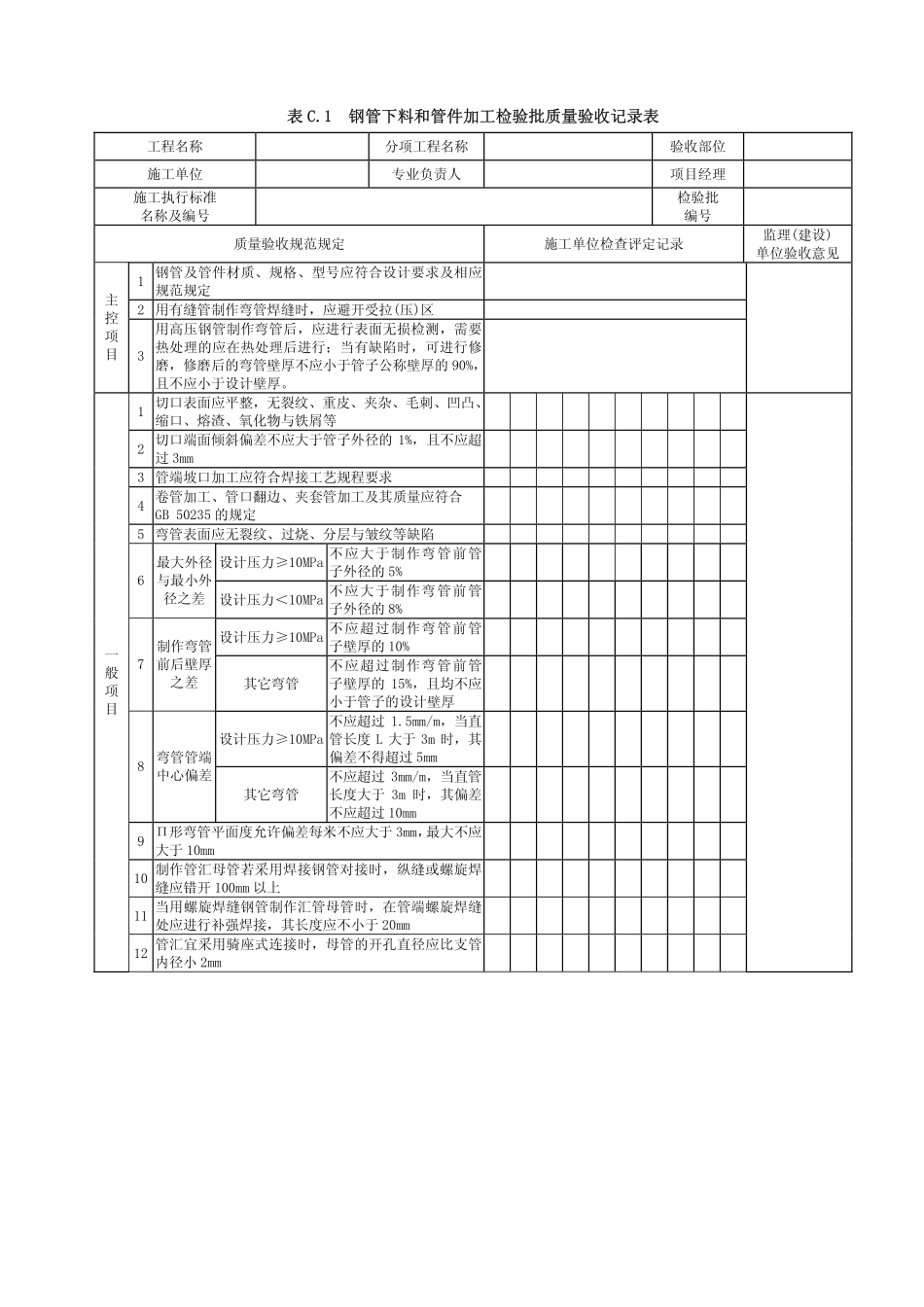
1钢管下料和管件加工检验批质量验收记录表工程名称分项工程名称验收部位施工单位专业负责人项目经理施工执行标准名称及编号检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收意见1钢管及管件材质、规格、型号应符合设计要求及相应规范规定2用有缝管制作弯管焊缝时,应避开受拉(压)区主控项目3用高压钢管制作弯管后,应进行表面无损检测,需要热处理的应在热处理后进行;当有缺陷时,可进行修磨,修磨后的弯管壁厚不应小于管子公称壁厚的90%,且不应小于设计壁厚
1切口表面应平整,无裂纹、重皮、夹杂、毛刺、凹凸、缩口、熔渣、氧化物与铁屑等2切口端面倾斜偏差不应大于管子外径的1%,且不应超过3mm3管端坡口加工应符合焊接工艺规程要求4卷管加工、管口翻边、夹套管加工及其质量应符合GB50235的规定5弯管表面应无裂纹、过烧、分层与皱纹等缺陷设计压力≥10MPa不应大于制作弯管前管子外径的5%6最大外径与最小外径之差设计压力<10MPa不应大于制作弯管前管子外径的8%设计压力≥10MPa不应超过制作弯管前管子壁厚