3、风管的施工技术要求3-1立影风管板的切割3-1-1切割机设备要求:平台切割机,切割不同规格的风管矩形板,平台切割机可采用切割铝合金的手提式切割机,将切割机固定在托架上,锯片朝上,在锯片平行线上固定靠尺
手提切割机,切割变径、三通、弯头等异径管件板材
3-1-2切割线平直,风管板对角线长度误差应小于3MM
梯阶线深度,25MM厚的保温板17-20MM,18MM厚的非保温板10-13MM
切割线与板面必须成90°角,为风管转角拼接成90°角创造条件
异径风管板材的切割,按设计要求,先在风管板上划出切割线,然后用手提切割机切割,如小于或大于90°角的截面切割,其角度要正确,以保证拼接质量
3-2风管制作方法3-2-1专用胶的配制专用胶由粉剂A组和液剂B组二部份组成
为了运输方便,液剂是由片剂(粒剂)按说明书在现场配制
A组与B组混合的重量比为10:6左右,搅拌后的专用胶不宜过稠有流动性为宜
采用电动搅拌机拌和,不得采用棒或手拌和
专用胶配制后要及时使用,如发现胶体过稠没有硬化,不能加液剂再次稀释使用
专用胶粘剂在不同的环境温度下,具有不同的初凝时间,特别是当环境温度低于0℃时,专用胶粘剂固化时间更为缓慢
专用胶粘剂环境温度变化,其最少初凝时间以及粘结后的风管允许安装的最少时间应符合表3-2-1
表3-2-1环境温度变化专用胶初凝时间及允许安装时间环境温度最少胶初凝时间最少允许安装时间≥30℃≥8小时≥20小时20-30℃≥12小时≥24小时15-20℃≥20小时≥32小时5-15℃≥25小时≥40小时0-15℃≥30小时≥50小时-2-6℃>40小时≥70小时环境温度低于--2-6℃时,不宜组装风管,必须组合时,应提高环境温度
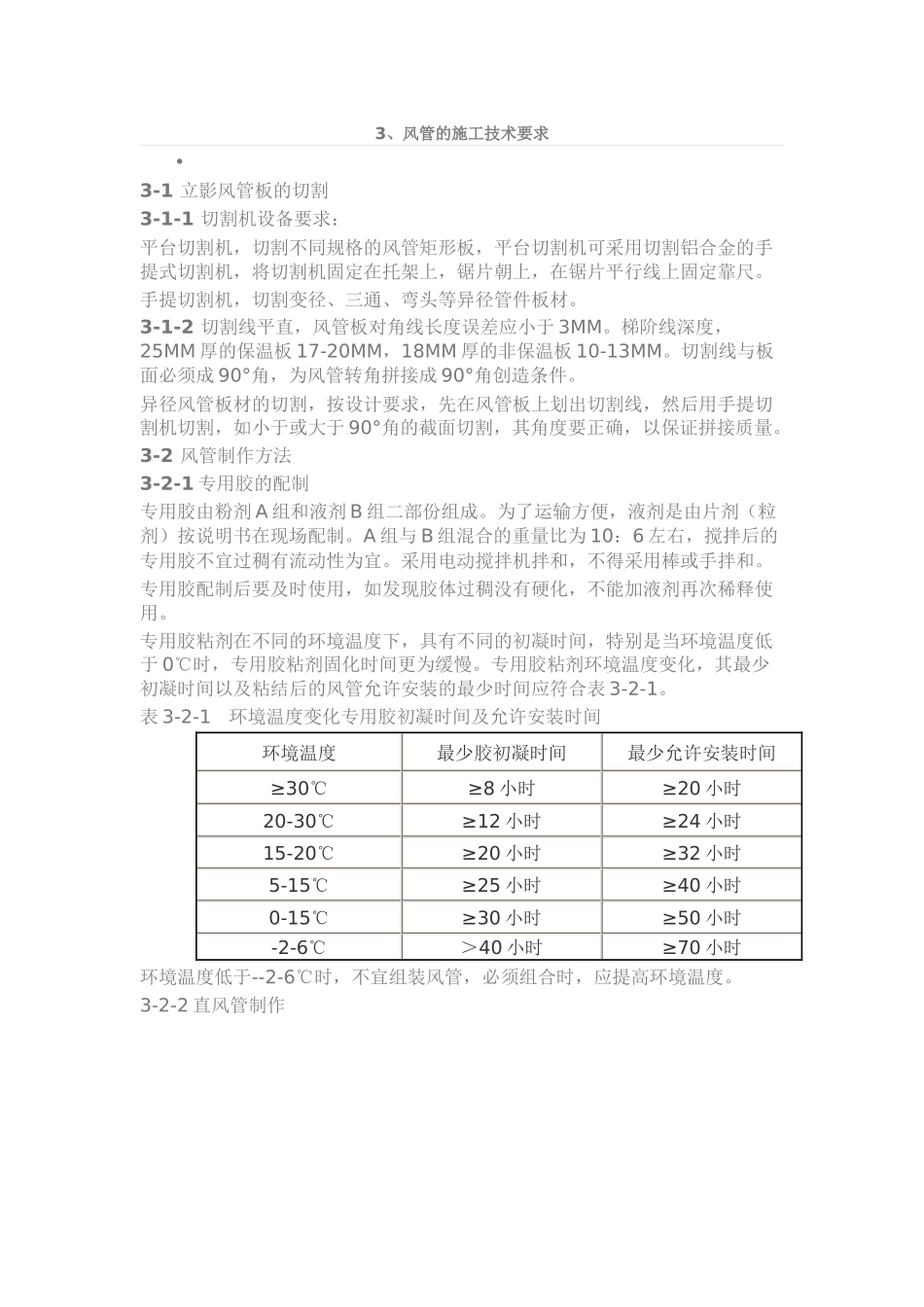
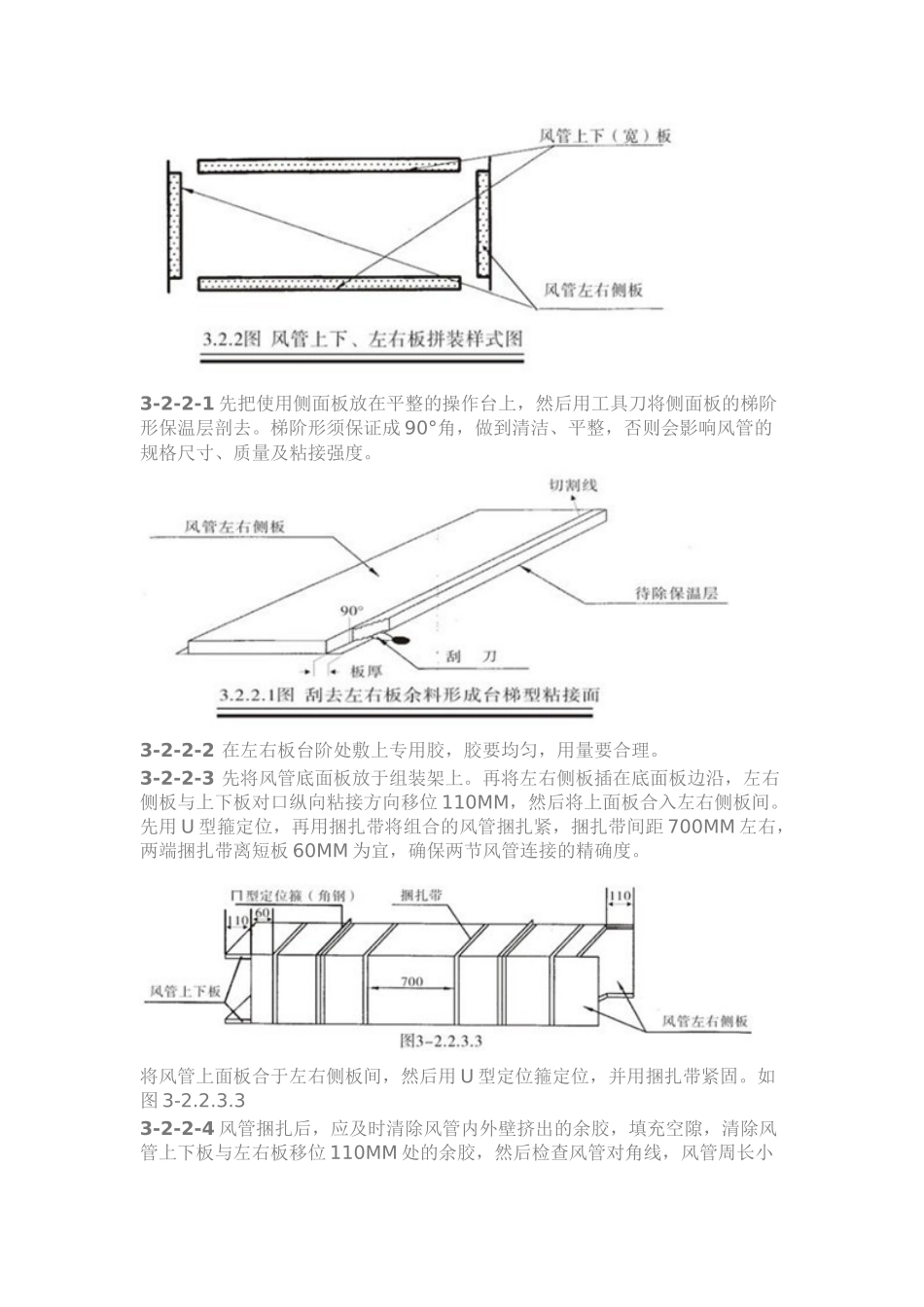
3-2-2直风管制作3-2-2-1先把使用侧面板放在平整的操作台上,然后用工具刀将侧面板的梯阶形保温层剖去
梯阶形须保证成90°角,做到清洁、平整,