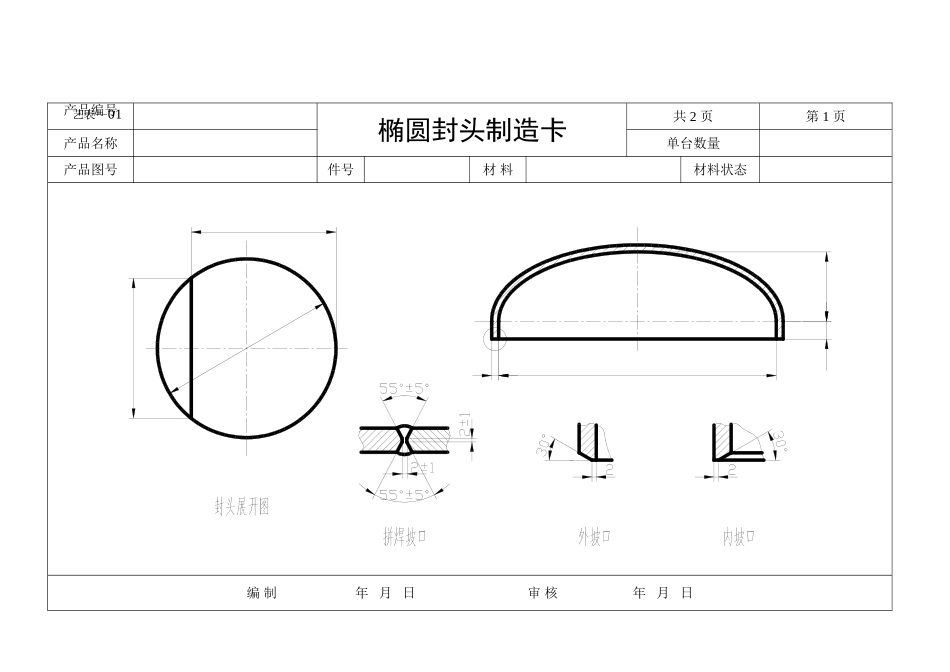
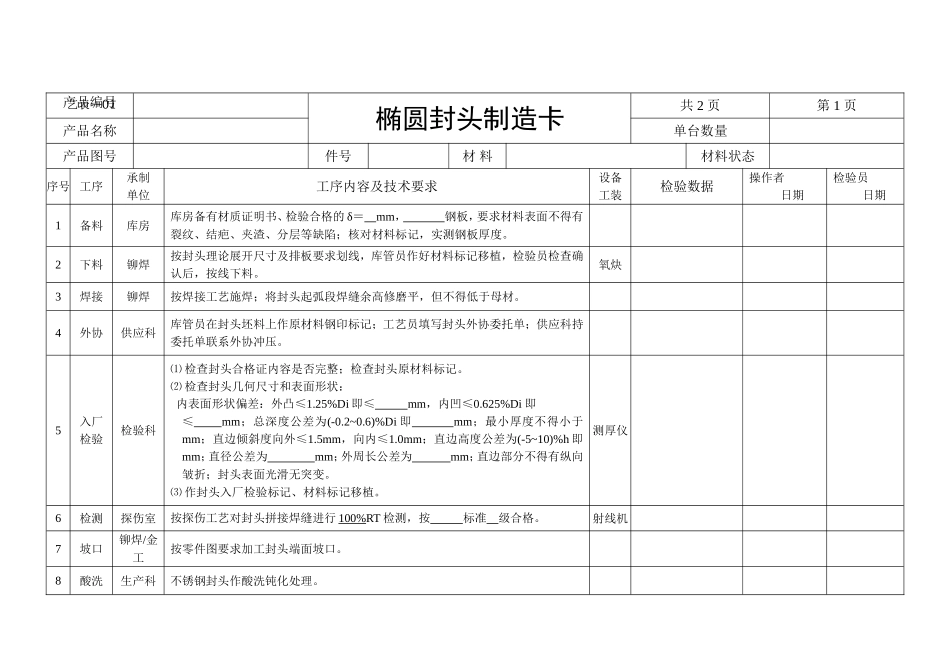
艺表—01产品编号椭圆封头制造卡共2页第1页产品名称单台数量产品图号件号材料材料状态编制年月日审核年月日艺表—01产品编号椭圆封头制造卡共2页第1页产品名称单台数量产品图号件号材料材料状态序号工序承制单位工序内容及技术要求设备工装检验数据操作者日期检验员日期1备料库房库房备有材质证明书、检验合格的δ=mm,钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度
2下料铆焊按封头理论展开尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确认后,按线下料
氧炔3焊接铆焊按焊接工艺施焊;将封头起弧段焊缝余高修磨平,但不得低于母材
4外协供应科库管员在封头坯料上作原材料钢印标记;工艺员填写封头外协委托单;供应科持委托单联系外协冲压
5入厂检验检验科⑴检查封头合格证内容是否完整;检查封头原材料标记
⑵检查封头几何尺寸和表面形状:内表面形状偏差:外凸≤1
25%Di即≤mm,内凹≤0
625%Di即≤mm;总深度公差为(-0
6)%Di即mm;最小厚度不得小于mm;直边倾斜度向外≤1
5mm,向内≤1
0mm;直边高度公差为(-5~10)%h即mm;直径公差为mm;外周长公差为mm;直边部分不得有纵向皱折;封头表面光滑无突变
⑶作封头入厂检验标记、材料标记移植
测厚仪6检测探伤室按探伤工艺对封头拼接焊缝进行100%RT检测,按标准级合格
射线机7坡口铆焊/金工按零件图要求加工封头端面坡口
8酸洗生产科不锈钢封头作酸洗钝化处理
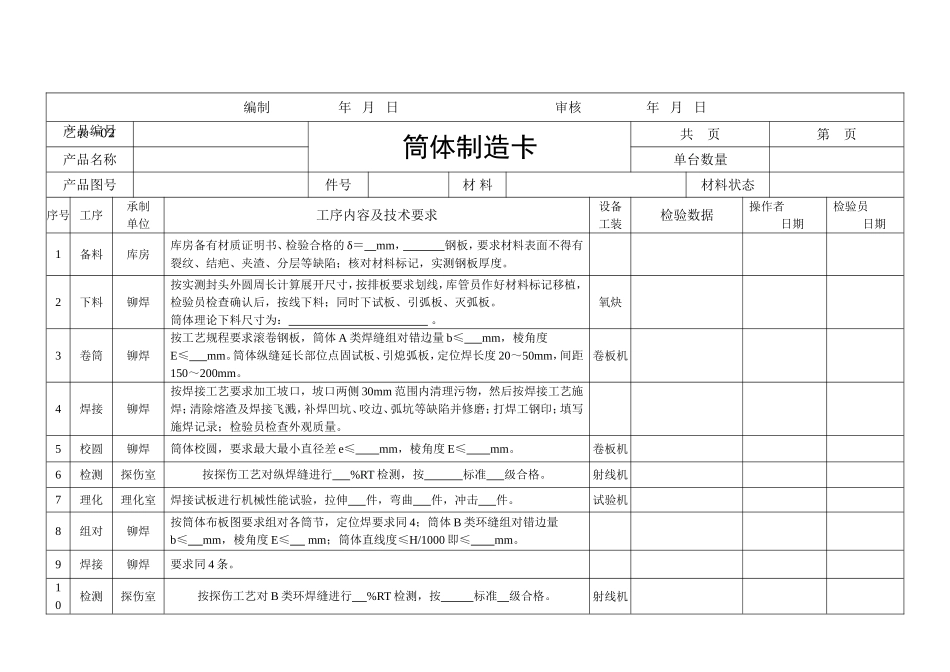
艺表—02编制年月日审核年月日产品编号筒体制造卡共页第页产品名称单台数量产品图号件号材料材料状态序号工序承制单位工序内容及技术要求设备工装检验数据操作者日期检验员日期1备料库房库房备有材质证明书、检验合格的δ=mm,钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度
2下料铆焊按实测封头外圆周长计