精密和超精密砂带磨削砂带磨削方式闭式砂带磨削开式砂带磨削采用无接头或有接头的环形砂带,通过张紧轮撑紧,由电动机通过接触轮带动砂带高速回转,工件回转,砂带头架或工作台纵向及横向进给运动,从而对工件进行磨削
采用成卷砂带,由电动机经减速机构通过卷带轮带动砂带作极缓慢的移动,砂带绕过接触轮并以一定的工作压力与工件被加工表面接触,工件回转,砂带头架或工作台纵向及横向进给,从而对工件进行磨削
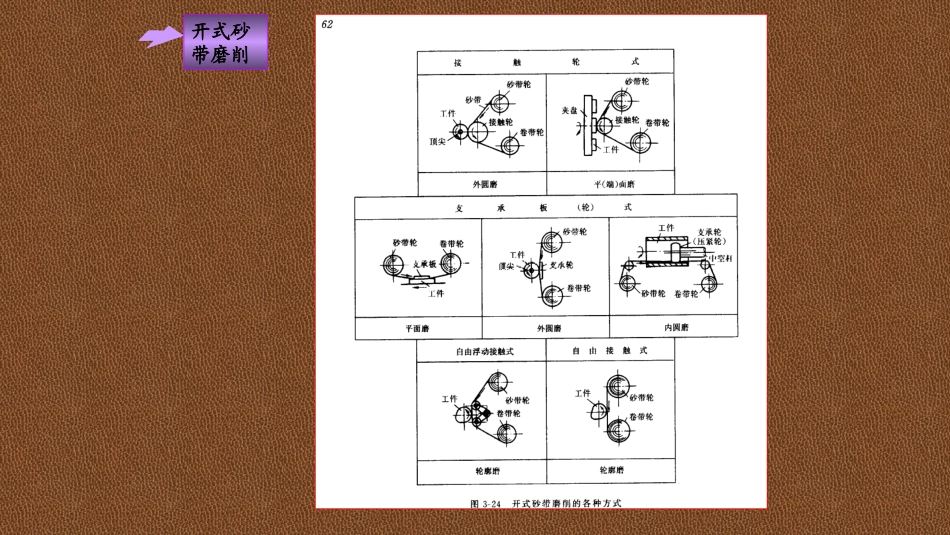
砂带在磨削过程中的连续缓慢移动,切削区不断出现新砂粒,磨削质量高且稳定,磨削效果好一、砂带磨削方式、特点和应用闭式砂带磨削砂带磨削分类:按砂带与工件接触形式分为接触轮式、支承板(轮)式、自由浮动接触式和自由接触式
按加工表面类型分为外圆、内圆、平面、成形表面等
开式砂带磨削精密和超精密砂带磨削一、砂带磨削方式、特点和应用砂带磨削特点1)砂带与工件是柔性接触,磨粒载荷小而均匀,砂带磨削工件表面质量高,表面粗糙度可达0
01μm,又称“弹性”磨削
2)静电植砂法是磨粒具有方向性,力、热作用小,有较好的切削性,有效地减小了工件变形和表面烧伤
工件的尺寸精度可达5~0
5μm,平面度可达1μm
又有“冷态”磨削之称
3)砂带磨削效率高,无需修整
4)砂带制作简单方便,无烧结、动平衡等问题,价格也便宜,砂带磨削设备结构简单
5)砂带磨削有广阔的工艺性和应用范围、很强的适应性
精密和超精密砂带磨削一、砂带磨削方式、特点和应用砂带磨削特点砂带研抛加工:开式砂带磨削方式,用细粒度砂粒聚酯薄膜基底砂带
1)接触轮外缘材料为橡胶、塑料时,加工时的抛光作用强;2)接触轮外缘材料为钢铁、铜、胶木时,加工时的研磨作用强;3)接触轮外缘材料为半软半硬时,加工时研磨、抛光兼有
缺点:砂带磨削不能加工窄退刀槽的阶梯轴、阶梯孔、盲孔、小孔、齿轮等,对形状和位置精度要求高的也不如精密砂轮磨削
精密和超精密砂带磨削二、砂带