现代焊接2008年第8期总第68期J-1专题综述TopicSummary随着国民经济的快速发展和人们物质生活水平的不断提高,人们对出行旅游的要求也越来越高,因此给我国交通业带来了巨大的挑战,同时也给铁路车辆的生产带来了前所未有的机遇
由于铁路交通的自身优势,它必将成为人们工作和旅游出行的最佳选择,这就给车辆制造行业提出了更高的品质要求
车辆焊接技术作为车辆制造的关键技术之一,越来越受人们的关注
本文主要从铁路普通客车和高速动车组焊接制造技术、发展两方面进行论述
目前,我国生产的铁路中低速客车主要以25型客车为主,25型碳钢车体钢结构一般分为四大工艺部件,即底架、车顶、侧墙(1、2位)、端墙(1、2位)
25型客车车体钢结构为全钢焊接结构,为无中梁薄壁筒形全钢焊接结构,在端墙、侧墙、车顶钢骨架外面和底架钢骨架上面分别焊有1普通客车车辆1
1碳钢车辆端墙板、侧墙板、车顶板、纵向波纹地板和平地板,形成一个上部带圆弧、下部为矩形的封闭壳体
壳体内面或外面用纵向梁和横向梁柱加强,形成整体承载的合理结构
整个车体为板梁式侧壁底架共同承载结构,各部件主要由型钢、钢板及压型钢板组焊而成,主要材质为低合金耐候钢和普通碳钢
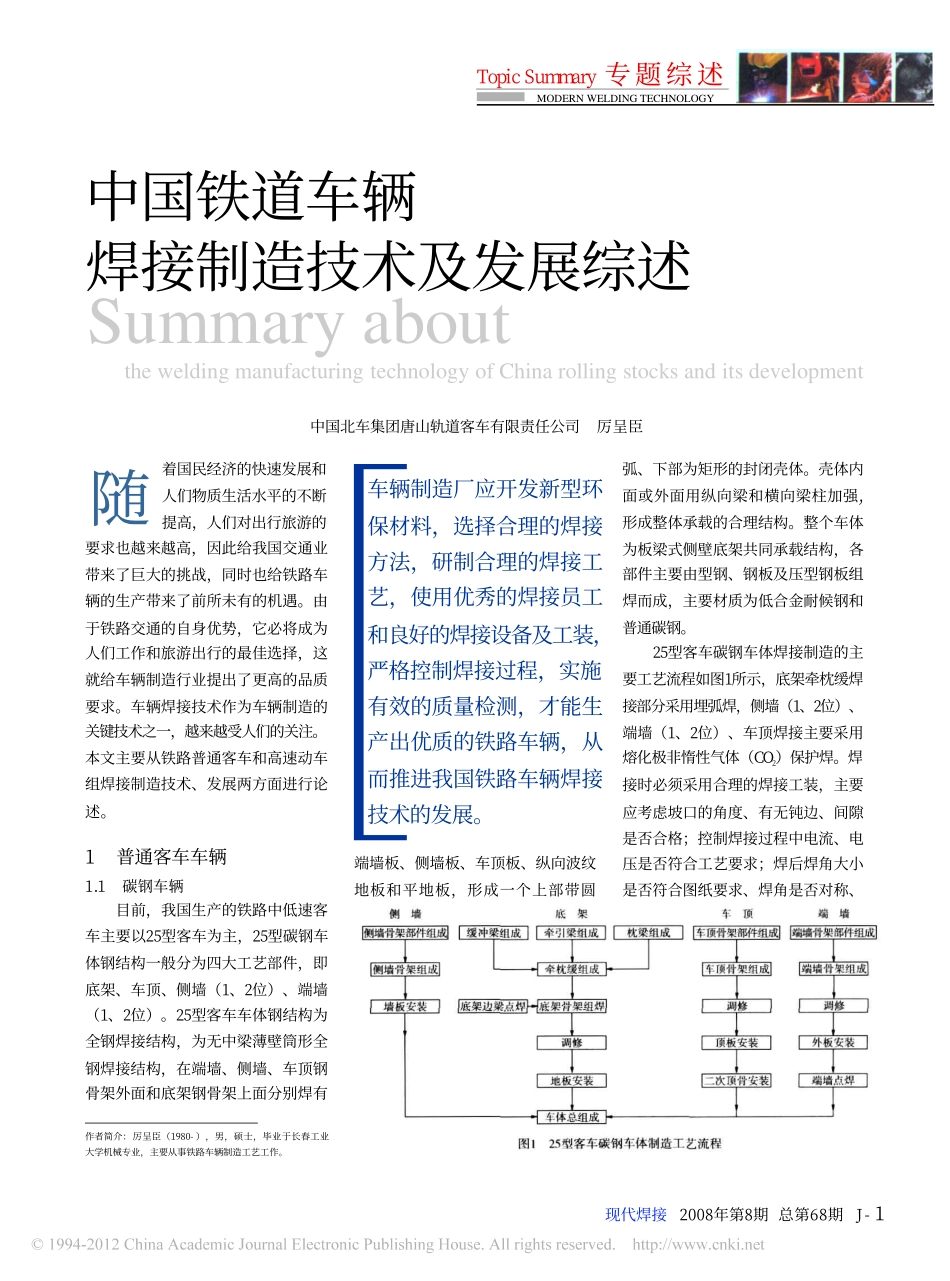
25型客车碳钢车体焊接制造的主要工艺流程如图1所示,底架牵枕缓焊接部分采用埋弧焊,侧墙(1、2位)、端墙(1、2位)、车顶焊接主要采用熔化极非惰性气体(CO)保护焊
焊接时必须采用合理的焊接工装,主要应考虑坡口的角度、有无钝边、间隙是否合格;控制焊接过程中电流、电压是否符合工艺要求;焊后焊角大小是否符合图纸要求、焊角是否对称、2作者简介:厉呈臣(1980-),男,硕士,毕业于长春工业大学机械专业,主要从事铁路车辆制造工艺工作
中国北车集团唐山轨道客车有限责任公司厉呈臣中国铁道车辆焊接制造技术及发展综述车辆制造厂应开发新型环保材料,选择合理的焊接方法,研制合理的焊接工艺,使用