项目7车台阶轴本课件的文字及图片版权均为南京凤凰康轩所有全国中等职业技术学校机电类通用教材项目7车台阶轴知识与技能目标了解车削台阶轴时车刀的几何角度
学会正确安装、车削台阶轴
学会控制、测量台阶长度
了解车削台阶轴时产生废品的原因和预防方法
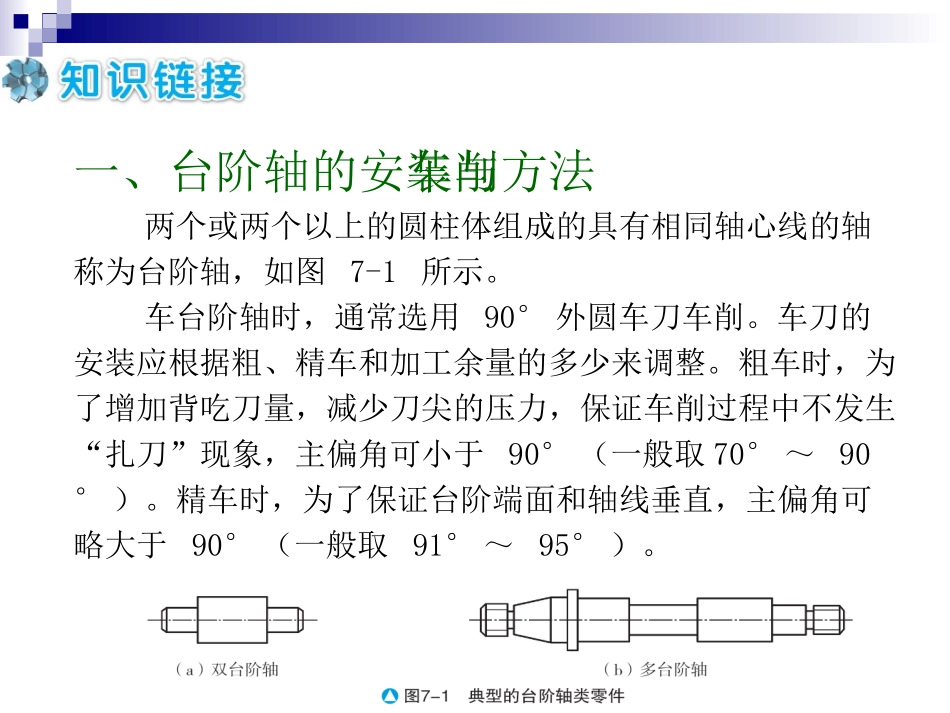
一、台阶轴的安装与车削方法两个或两个以上的圆柱体组成的具有相同轴心线的轴称为台阶轴,如图7-1所示
车台阶轴时,通常选用90°外圆车刀车削
车刀的安装应根据粗、精车和加工余量的多少来调整
粗车时,为了增加背吃刀量,减少刀尖的压力,保证车削过程中不发生“扎刀”现象,主偏角可小于90°(一般取70°~90°)
精车时,为了保证台阶端面和轴线垂直,主偏角可略大于90°(一般取91°~95°)
安装台阶轴的方法短而粗的台阶轴可用三爪自定心卡盘夹紧
较重的或精度要求不高的台阶长轴可采用一端用卡盘夹紧,另一端用后顶尖顶住的安装方法,但要注意卡盘夹紧轴端的部分不能太长,顶尖与卡盘的轴心线要同轴
对于较长的或需多次装夹进行加工的台阶轴常采用两顶尖法来安装
车台阶轴的方法车台阶轴实际上是车外圆和车端面的综合,有纵向进给和横向进给两种方式
当台阶轴的第一段长度较短时,可先横向进给车削,再纵向进给车削;当台阶轴的某段长度较长或表面尺寸精度要求较高时,则采用先纵向进给再横向进给车削的方法,以保证台阶端面与工件轴线的垂直度及表面粗糙度
(1)低台阶轴的车削台阶轴的低台阶外圆可以一次走刀车出,如图7-2(a)所示
使用90°外圆车刀车削,并且装刀时要使主刀刃和工件轴线垂直
(2)高台阶轴的车削台阶轴的高台阶外圆要用分层切削的方法进行车削
粗车时,采用多次走刀来完成高台阶轴的车削
在最后一次精车走刀时,为保证台阶端面和工件轴线垂直,车刀在纵向进给结束后,用手摇动中滑板手柄,使车刀逐渐均匀退出,把台阶端面一次车削成型
刻线痕控制台阶长度先用钢直尺、样板或卡