作为一个以小批量个性化定制为主的厨柜行业,每个客户要求的产品不尽相同(可能在功能、型号、组成、工艺的一个或几个方面有差异),当客户定单数量很多的时候,往往给生产部门、供应部门造成很大压力,不仅计划的制订和执行非常困难,且外协加工件常常因协调困难而造成交付期延迟,交付效率下降
而控制差异化订单的数量,则会造成人员设备的浪费,难以维持合理的利润
因此,企业需要提高生产能效,保证大规模地个性化产品生产,以满足盈利和发展的需要
一、厨柜生产企业的现状由于住宅厨房受到建筑结构的制约和不同客户个性化需求的影响,厨柜生产长期处于小批量个性化定制生产的阶段
与此同时,对于生产企业而言,为了提高效率,他们更希望看到生产过程中出现批量化、标准化的生产操作
在如今彰显个性的年代,越是客户个性化需求的产品越值钱,但越是个性化产品越难以高效率、大规模地进行生产
为克服这一矛盾,不少大中型厨柜生产企业引入了“标准柜”的设计生产理念
因柜门的材料种类各异、门板造型丰富多样,“标准柜”的柜门加工与柜体加工相比要复杂
要研究产能的提高,我们首先从门板车间的产能开始
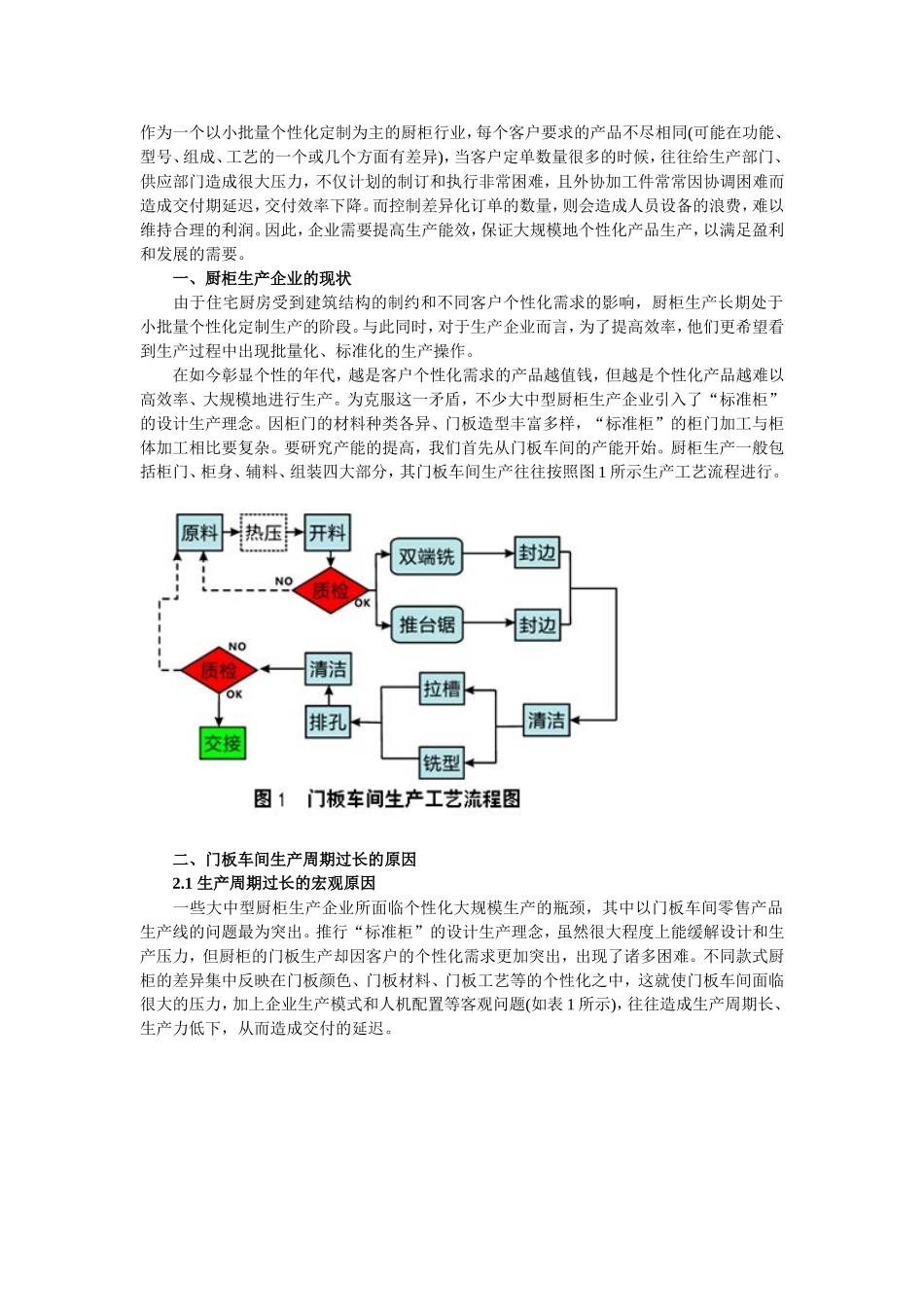
厨柜生产一般包括柜门、柜身、辅料、组装四大部分,其门板车间生产往往按照图1所示生产工艺流程进行
二、门板车间生产周期过长的原因2
1生产周期过长的宏观原因一些大中型厨柜生产企业所面临个性化大规模生产的瓶颈,其中以门板车间零售产品生产线的问题最为突出
推行“标准柜”的设计生产理念,虽然很大程度上能缓解设计和生产压力,但厨柜的门板生产却因客户的个性化需求更加突出,出现了诸多困难
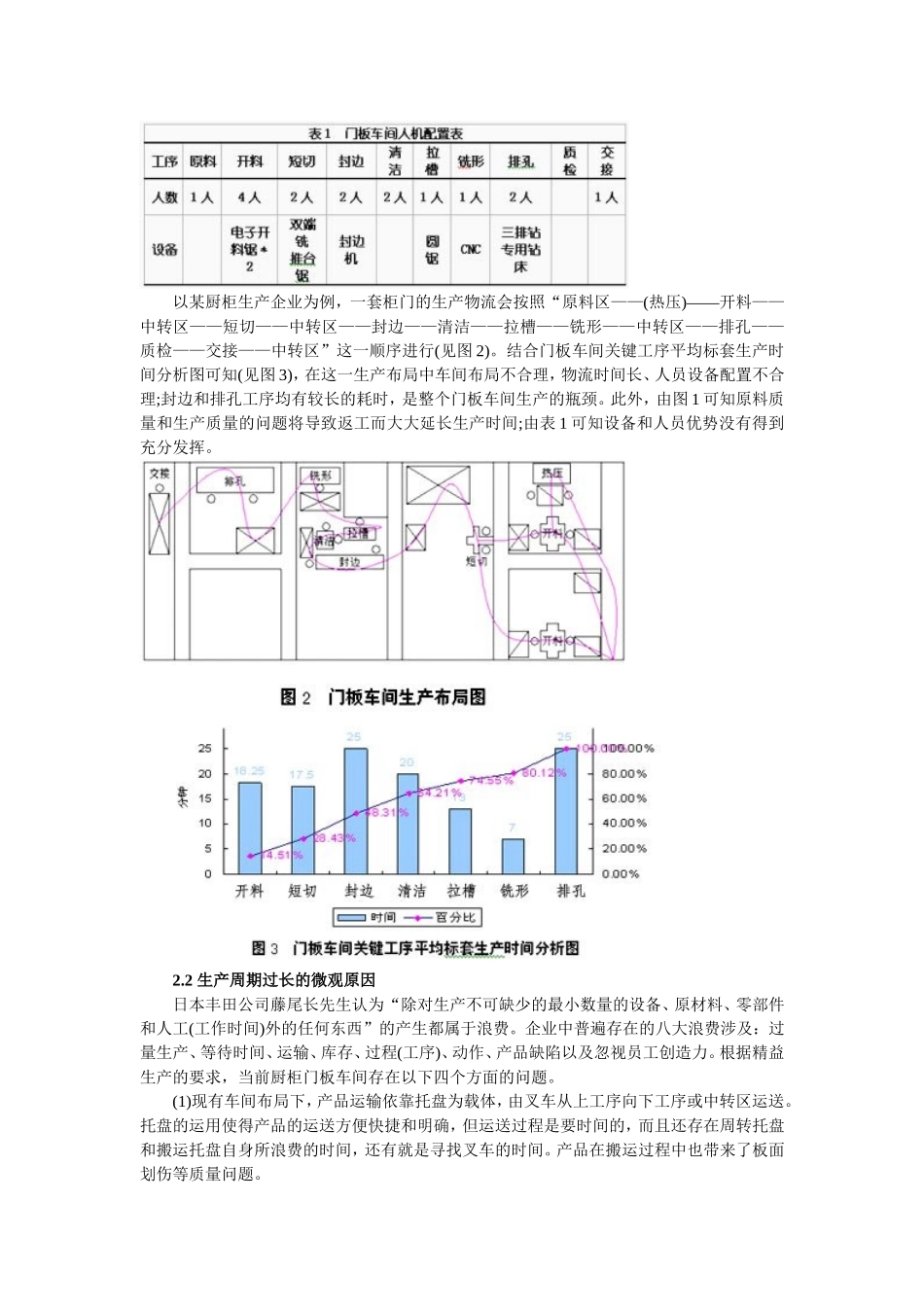
不同款式厨柜的差异集中反映在门板颜色、门板材料、门板工艺等的个性化之中,这就使门板车间面临很大的压力,加上企业生产模式和人机配置等客观问题(如表1所示),往往造成生产周期长、生产力低下,从而造成交付的延迟
以某厨柜生产企业为例,一套柜门的生产物流会按照“原料区——(热压)——