摘要:制造技术的重要核心就是制造工艺,并且这也是生产中最活跃的组成成分
该工艺是使用金属切削工具或磨削工具和其他加工方法来加工工件,以达到所需的形状尺寸,表面粗糙度和机械和物理性能,来制造出成功的零件
采用夹具的生产工艺能够确保生产的产品的品质,还能提高生产量,减少成本,使机床的技术应用更广泛,降低劳作人员的工作强度,确保生产过程的安全
该项目是叶片泵泵体的工艺和夹具设计
该部件是一个支撑和容纳传动装置的泵体部件
在设计中,首先进行部件的结构和工艺分析,确定零件的粗加工和精加工参考以及加工余量和坯料尺寸,从而获得零件的加工过程,然后计算每个过程的切削量和工作时间
关键词:泵体;零件;夹具;切割第1章序言因为加工工艺布置和夹具的使用直接影响泵体生产中的加工质量和生产效率,研究泵体的机械加工工艺和夹具设计具有特别大的作用
在现代制造业的发展中,加工过程变得越来越灵活,现代机床夹具正在变得更加的标准精密、高效灵活
当今社会的科学技术发展十分迅速,加工控制和测量技术也在一直完善着
国外先进的制造工艺是分别加工泵体和泵盖,然后将它们组合在一起进行产品的最终组装,在保证精度的前提下大大提高了精度,并且生产的效率变得更高了
在大型泵零件的加工技术中,使用先进的设备,工装和检测手段,来保证产品的质量,是泵业不断追求技术创新和突破的动力
第2章零件的工艺设计2
1零件的功用及工艺分析2
1零件的功用泵零件,功能是支撑,包含,保护运动零件或其他零件,也用于定位和密封,其三维形状和零件图如下:三维模型如下:图2
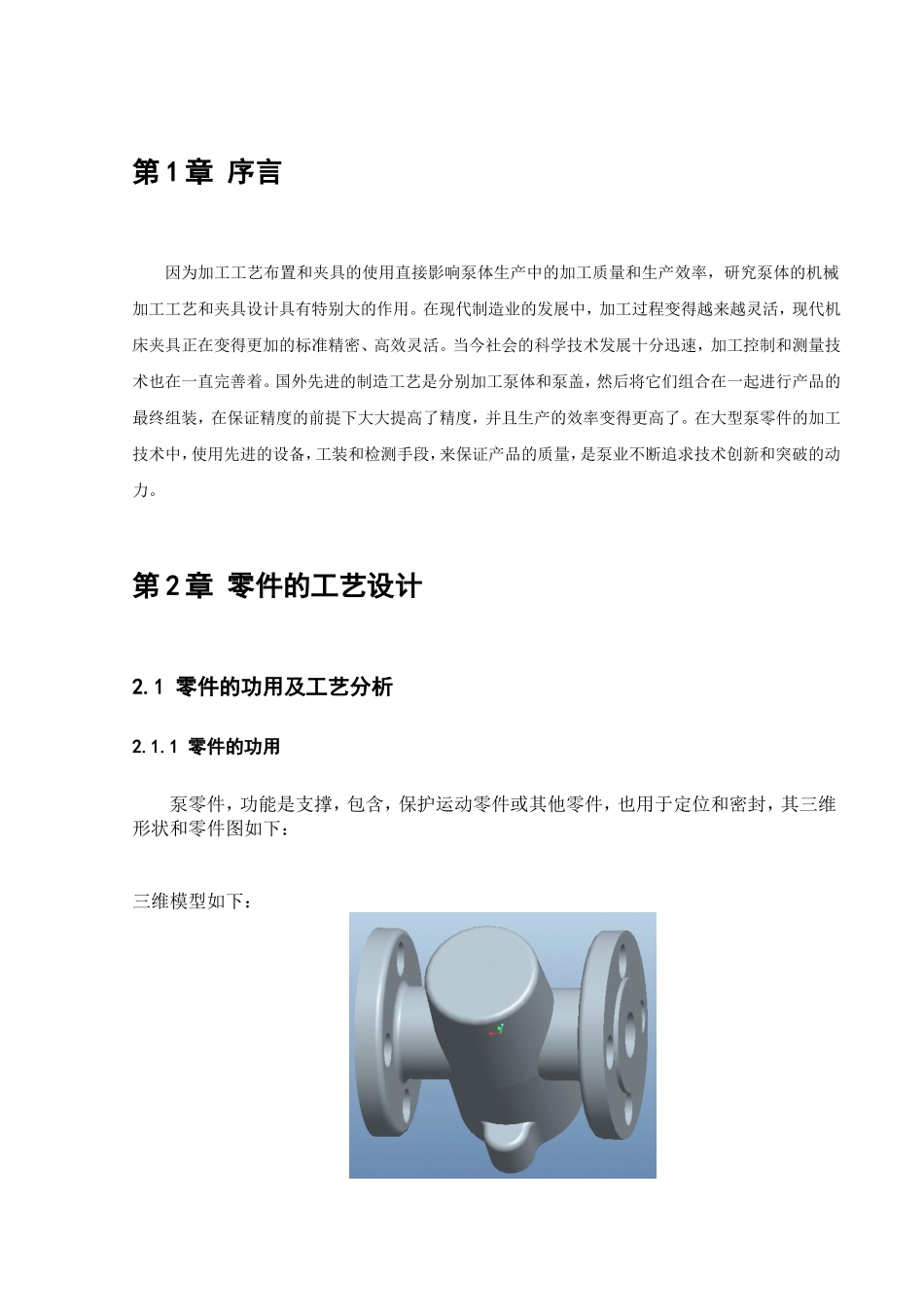
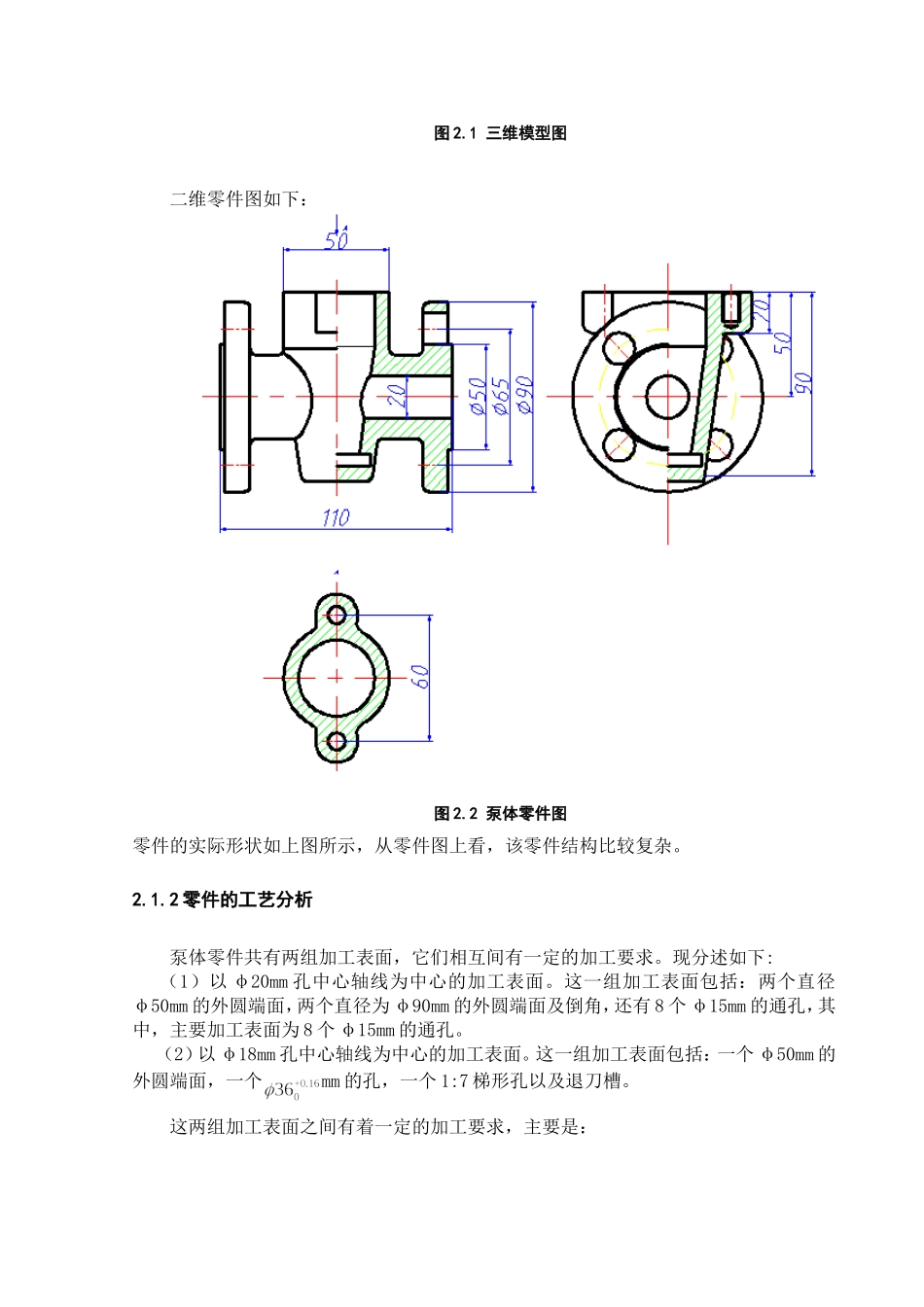
1三维模型图二维零件图如下:图2
2泵体零件图零件的实际形状如上图所示,从零件图上看,该零件结构比较复杂
2零件的工艺分析泵体零件共有两组加工表面,它们相互间有一定的加工要求
现分述如下:(1)以φ20mm孔中心轴线为中心的加工表面
这一组加工表面包括:两个直径φ50mm的外