眉县职教中心钳工训练教学设计首页课次12课时课型锉削及锉削姿势章节钳工基本技能:锉削教学目的通过对毛坯的锉削加工,掌握锉刀的正确握姿和站姿,掌握平面锉削方法
教学重点1、锉削的特点及应用
2、锉削的姿态和操作方法
教学难点锉削过程中,锉削的速度和姿态因刚开始练习无法得到保证,应反复进行纠正与示范
教学方法实训教学教具挂图锉刀锉刀断面形状授课班级授课日期相关素材《钳工实训》教学反思1、学生对锉削兴趣不大,嫌弃枯燥泛味,锉削效果不明显
2、学生的个体差异较大,应该分别对待
教学过程引言利用锉刀对工件材料进行切削加工的一种操作
它的应用范围很广,可锉工件的外表面、内孔、沟槽和各种形状复杂的表面
教学内容正文1
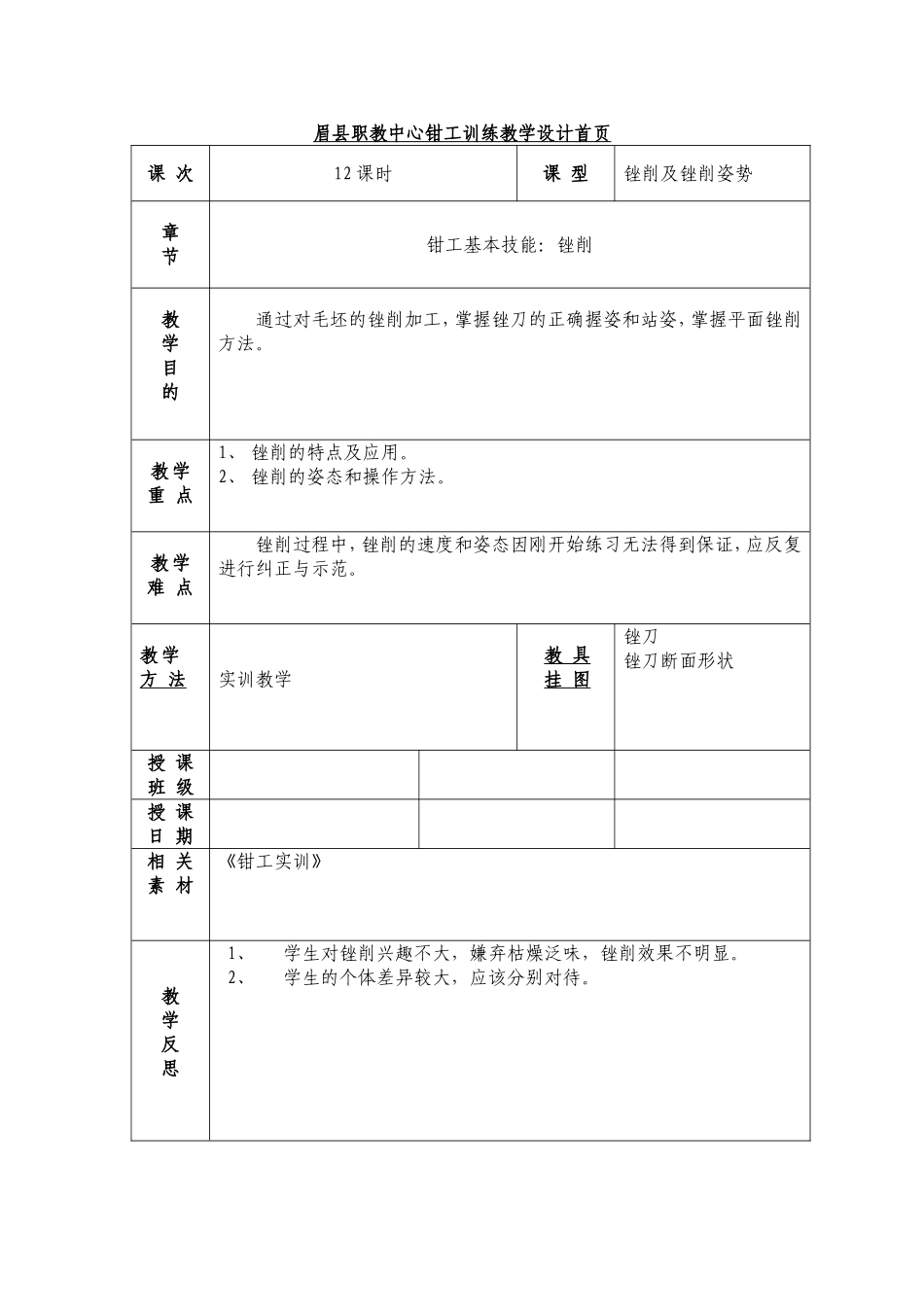
锉刀(1)材料:T12或T13(2)种类:1、钳工锉:按断面形状不同分为五种,即平锉、方锉、圆锉、三角锉、半圆锉
2、整形锉:用于修整工件上的细小部位
3、特种锉:用于加工特种表面,种类较多如棱形锉
(3)锉刀的粗细确定与选择使用确定方法:1、粗锉刀(4-12)用于加工软材料,如铜、铅等或粗加工时
2、细锉刀(13-24)用于加工硬质材料或精加工时
3、光锉刀(30-40)用于最后修光表面
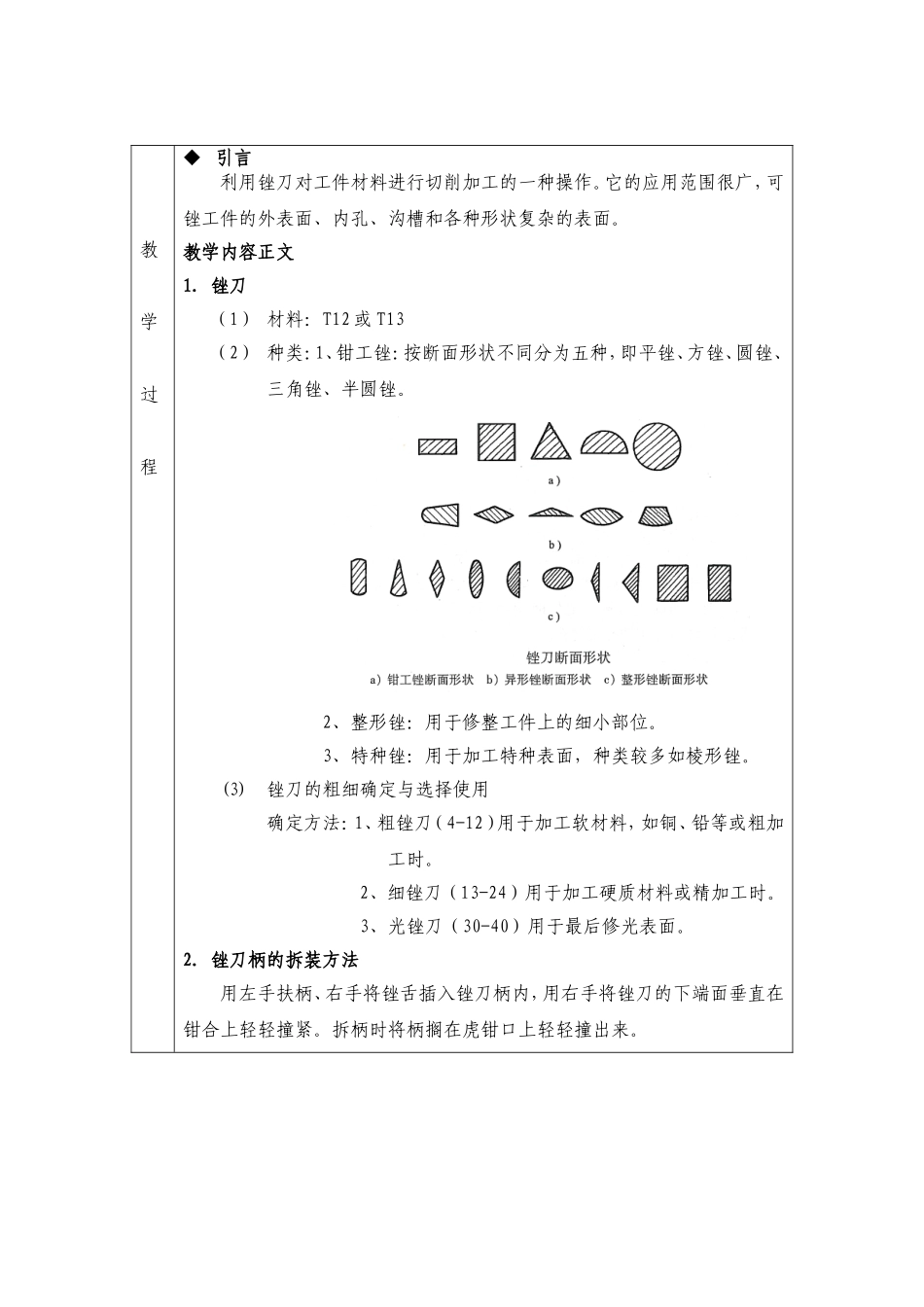
2.锉刀柄的拆装方法用左手扶柄、右手将锉舌插入锉刀柄内,用右手将锉刀的下端面垂直在钳合上轻轻撞紧
拆柄时将柄搁在虎钳口上轻轻撞出来
操作方法(1)锉刀握法:锉刀大小不同,握法不一样,其中大锉刀可有三种握法,中型一种,小型两种
(主要以演示为主)(2)锉削姿势:以讲解、演示为主
(3)锉削力的运用:锉削时有两个力,一个是推力,一个是压力,其中推力由右手控制,压力由两手控制,而且,在锉削中,要保证锉刀前后两端所受的力矩相等,即随着锉刀的推进左手所加的压力由大变小,右手的压力由小变大,否则锉刀不稳易摆动
(4)注意问题:锉刀只在推进时加工进行切削,返回时,不加力、不切削,把锉刀返回即可,