精品文档1第四章焊接工艺及设备第一节焊接接头形式及焊接符号由两个或两个以上零件用焊接组合或已经焊合的接头,称为焊接接头
焊接接头包括焊缝、熔合区和热影响区
一、焊接接头及坡口形式焊接接头形式主要有对接接头、T型接头、角接接头、搭接接头4种
其次还有十字接头、卷边接头、端接接头、锁接接头、套管接头等
应用较多的主要是对接接头(如板—板对接、管—管对接),其次是T形接头,压力容器的裙式支座与筒体的连接,多属于搭接
两焊件表面构成夹角在135~180°之间的接头,称为对接接头
连接对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或对接与角接组合焊缝,但以对接焊缝居多
对接焊缝的坡口形式主要有I型、V型、U型、X型坡口等
常见对接接头形式如图4-1所示
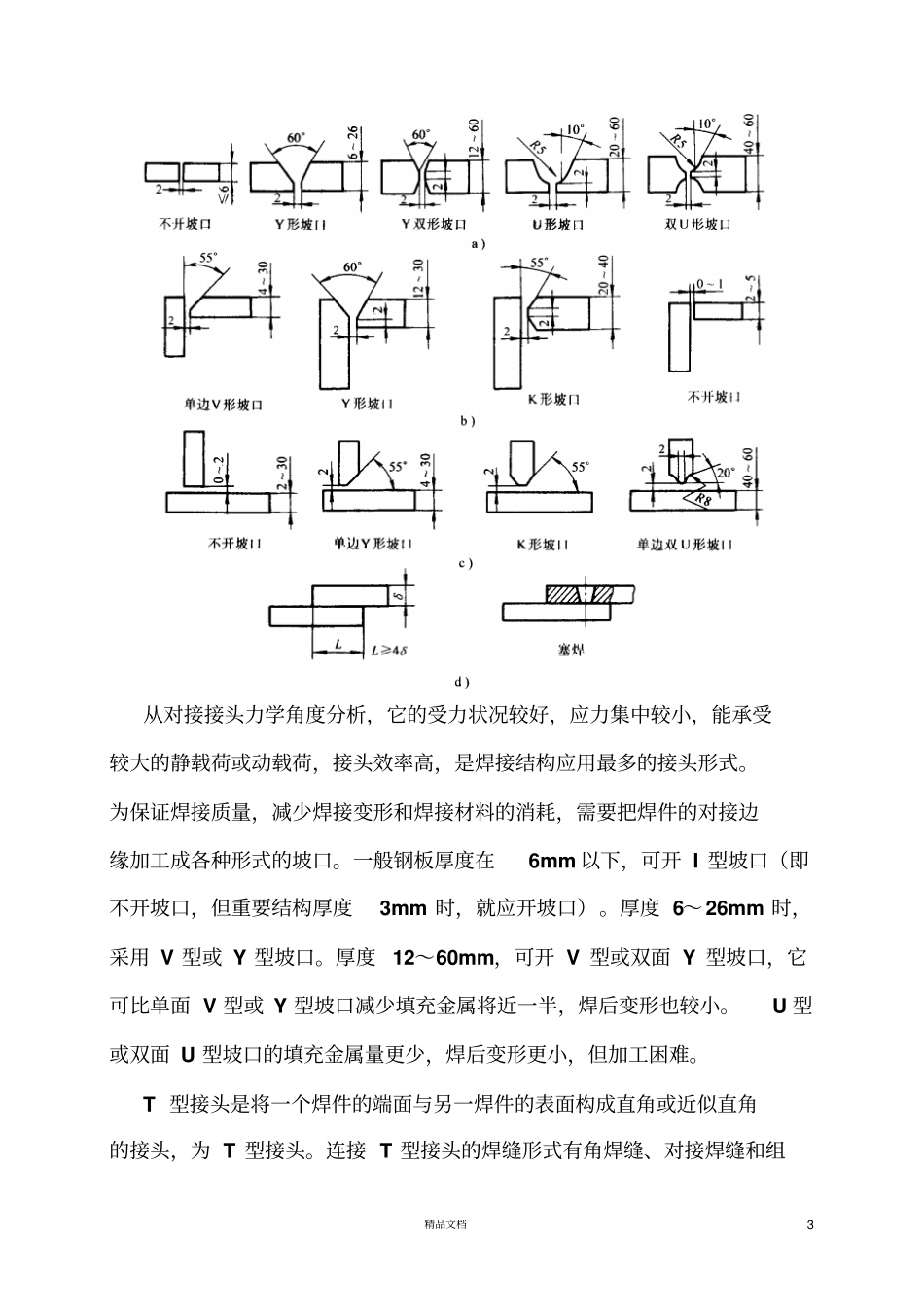
为保证厚度较大的焊件能够焊透,常将焊件接头边缘加工成一定形状的坡口
坡口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调整焊缝的性能
坡口型式的选择主要根据板厚和采用的焊接方法确定,同时兼顾焊接工作量大小、焊接材料消耗、坡口加工成本和焊接施工条件等,以提高生产率和降低成本
根据GB985-88规定,焊条电弧焊常采用的坡口形式有不开坡口(I形坡口)、Y形坡口、双Y形坡口、U形坡口等
手工电弧焊板厚6mm以上对接时,一般要开设坡口,对于重要结构,板精品文档2厚超过3mm就要开设坡口
厚度相同的工件常有几种坡口型式可供选择,Y型和U型坡口只需一面焊,可焊性较好,但焊后角变形大,焊条消耗量也大些
双Y型和双面U型坡口两面施焊,受热均匀,变形较小,焊条消耗量较小,在板厚相同的情况下,双Y形坡口比Y形坡口节省焊接材料1/2左右,但必须两面都可焊到,所以有时受到结构形状限制
U型和双面U型坡口根部较宽,容易焊透,且焊条消耗量也较小,但坡口制备成本较高,一般只在重要的受动载的厚板结构中采用
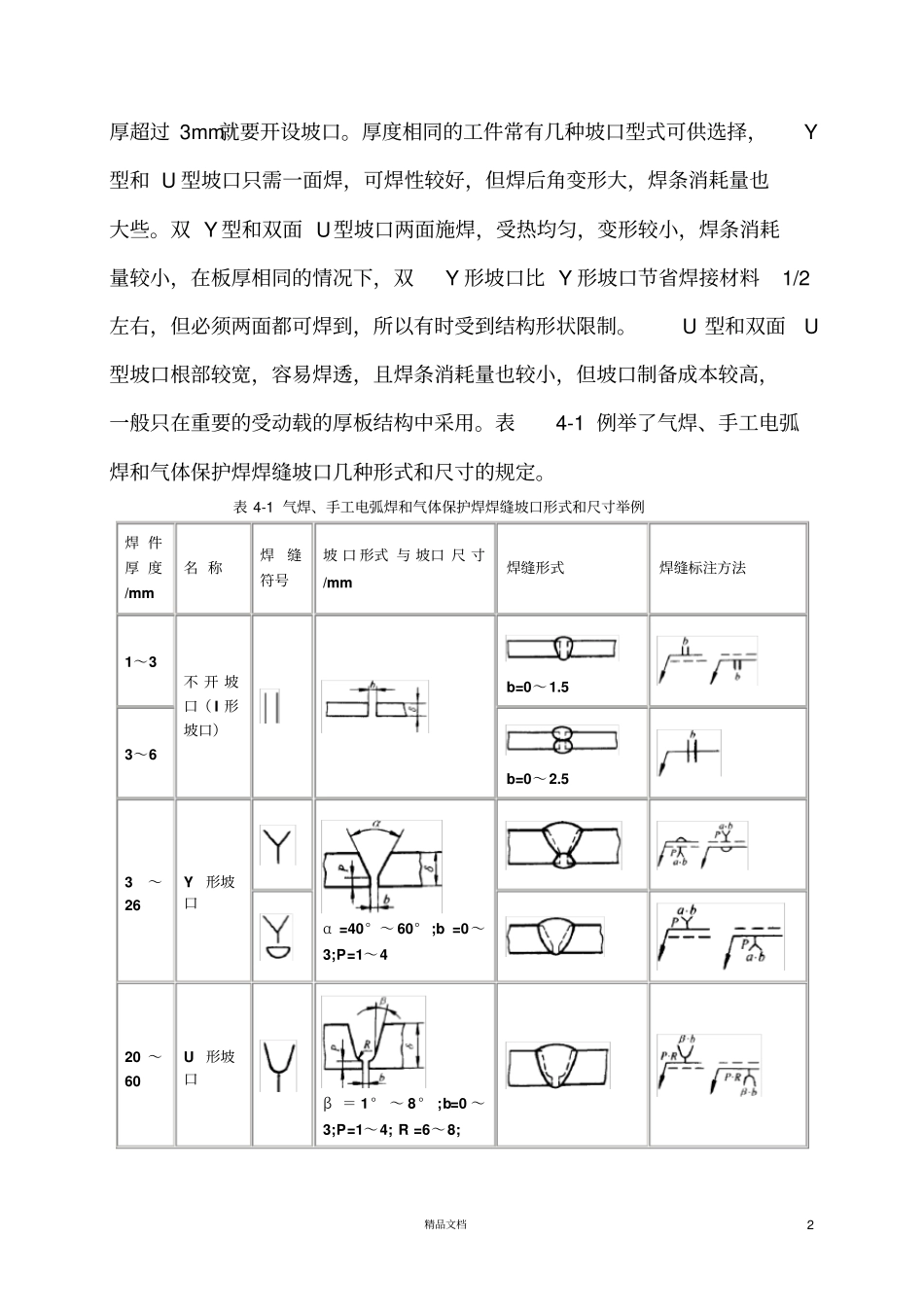
表4-1例举了气焊、手工电弧焊和气体保护