长输管道双管同沟敷设施工工法前言西部管道工程要求Φ813mm原油管道和Φ559mm成品油管道双管同沟敷设,在我国管道建设史上尚属首创,双管同沟敷设存在一定的施工难度,这是对技术管理工作前所未有的施工挑战和学习机遇,为了适应新环境条件的需要,研究及总结西部管道工程双管同沟敷设施工工法是非常必要的
1工法特点1
1本工法实用性强,施工工艺简单,工序衔接紧,工效高,经济实用,操作方便,易于掌握,对周围环境影响减少到最小
2根据不同地形地质条件,合理选择适宜的双管同沟敷设技术方案,减少不必要的工序,提高施工进度,有利于施工组织,保证施工质量
3采用常规的管道施工设备,即可满足双管同沟敷设施工需要,提高了设备综合利用率
2适用范围该工法适用于大管径管道双管同沟敷设的施工,并且满足数字化管道等高技术含量要求的管道施工任务
满足了生产施工的正常、有效运行,便于组织安排不同的施工方案或组合方案来适应不同的地形地质条件要求,从而高效率的完成施工任务
3工艺原理本工法经工程技术人员研究讨论,遵循相关的标准规范、设计要求及管道机械化施工流程,通过对西部管道实践情况的深入总结,在施工过程中,逐步形成沟上组焊吊管下沟、沟下组焊一次成型、单管沟下单管沟上组焊和单管单沟四套施工工艺
双管敷设沟上组焊就是在管沟上面完成原油、成品油管线焊接,然后再用吊管机下沟;双管敷设沟下组焊就是先将管沟开挖好,然后在管沟内完成原油、成品油管线布管焊接,管道一次就位成型,无需下沟作业程序;单管沟下单管沟上组焊就是先将管沟开挖好,原油、成品油管线分别在沟上、沟下布管焊接;单管单沟是在单管焊接完成后,开挖单沟并下沟回填,后续的施工中再开挖另一半管沟
通过实践发现,双管敷设沟上组焊这种施工技术组焊作业方便,等同于传统的沟上组焊,焊接速度快,缺点是吊管下沟时管线挪动次数多,存在一定的安全风险
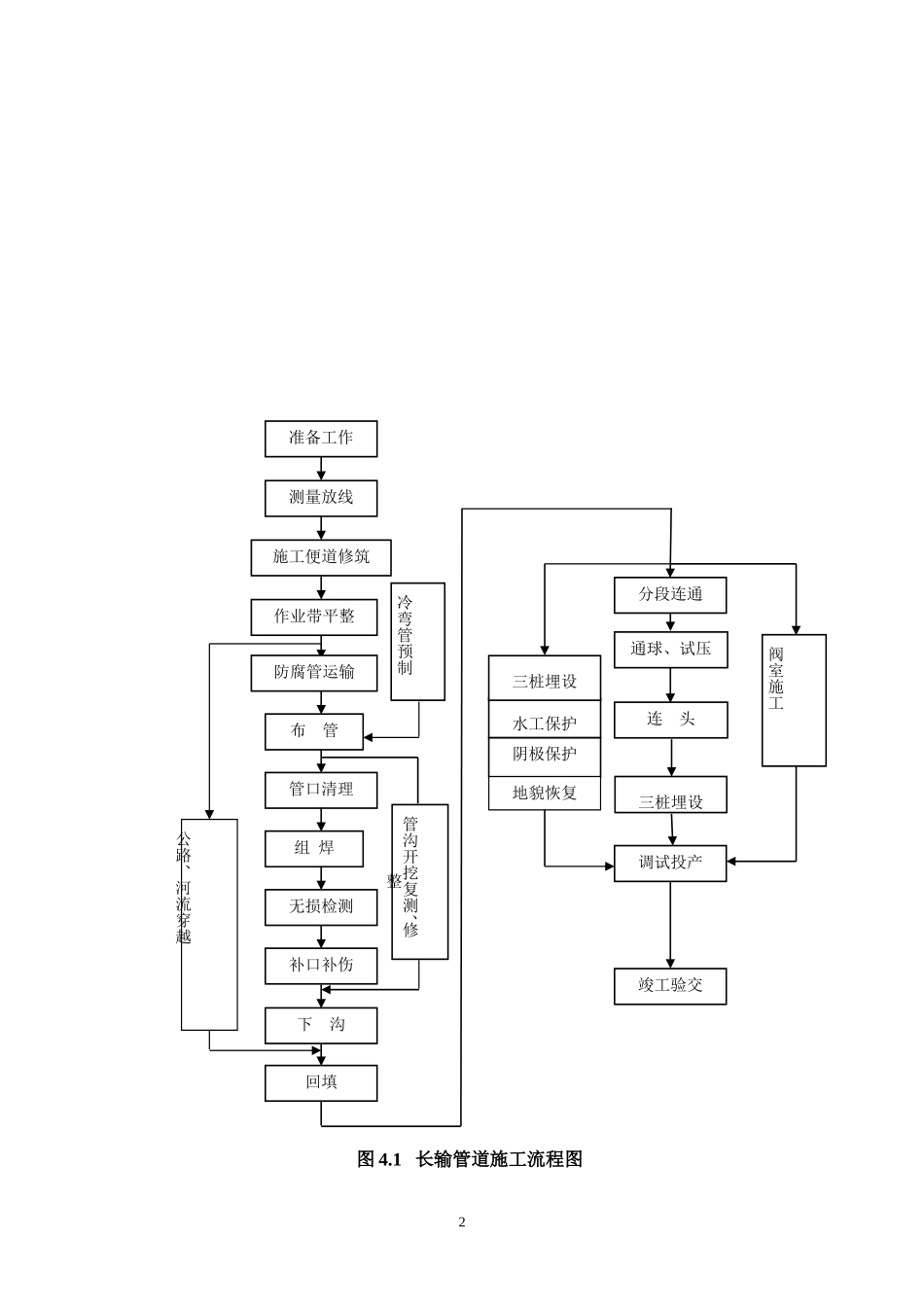
双管敷设沟下组焊技术省略了下沟