技术交底2013年11月20日单位工程名称4号皮带输煤钢栈桥分部工程钢结构工程分项工程零部件加工工程交底内容:(注:内容包括:1、施工准备2、工艺要求3、工程质量标准4、文明施工5、成品保护)一、施工准备1、检查钢材的质量证明书是否与设计要求及钢材符合
每批钢材必须具备生产厂家提供的材质证明书,并写明钢材的炉号、钢号、化学成分及机械性能等
钢材表面不允许有结巴、裂纹、折叠、分层等缺陷,钢材表面的锈蚀深度不得超过其厚度负偏差值的1/2
2、钢材进场后,要见证取样进行复试,合格后方可使用
3、钢材堆放要减少钢材的变形和锈蚀,节约用地,同时也要使钢材提取方便
露天堆放时,堆放场地要平整,四周要有排水设施;堆放在有顶棚的仓库内时,可直接放在地坪上(下垫楞木),堆与堆之间应留出走道
堆放时每隔5-6层应放置楞木,其间距以不引起钢材明显的弯曲变形为宜
楞木要上下堆齐,在同一的垂直的平面内
4、钢材矫正:4
1可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严禁强制降温
2钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0
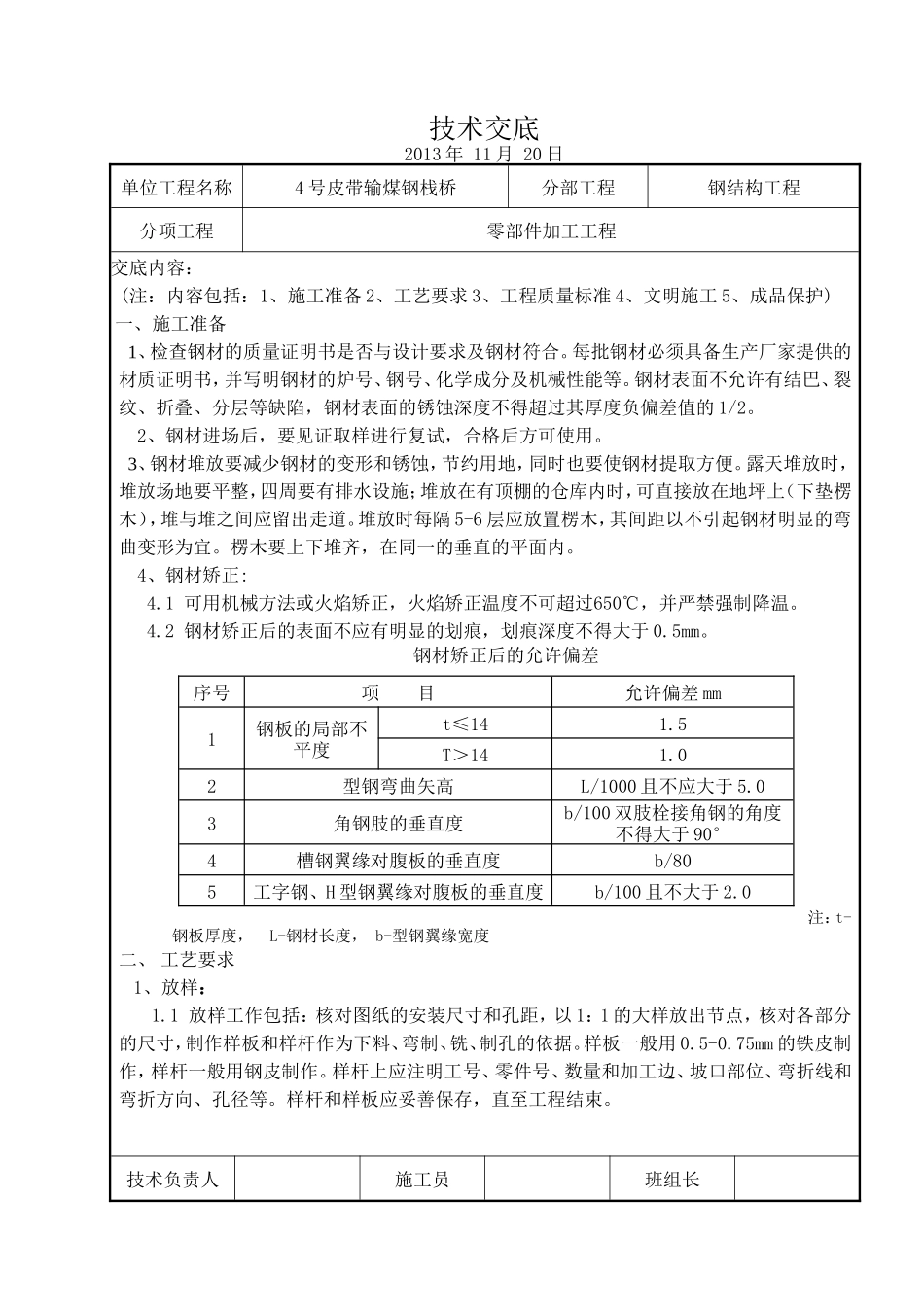
钢材矫正后的允许偏差注:t-钢板厚度,L-钢材长度,b-型钢翼缘宽度二、工艺要求1、放样:1
1放样工作包括:核对图纸的安装尺寸和孔距,以1:1的大样放出节点,核对各部分的尺寸,制作样板和样杆作为下料、弯制、铣、制孔的依据
样板一般用0
75mm的铁皮制作,样杆一般用钢皮制作
样杆上应注明工号、零件号、数量和加工边、坡口部位、弯折线和弯折方向、孔径等
样杆和样板应妥善保存,直至工程结束
技术负责人施工员班组长序号项目允许偏差mm1钢板的局部不平度t≤141
5T>141
02型钢弯曲矢高L/1000且不应大于5
03角钢肢的垂直度b/100双肢栓接角钢的角度不得大于90°4槽钢翼缘对腹板的垂直度b/805工字钢、H型钢翼缘对腹板的垂直度b