凸模板数控加工工艺设计图1
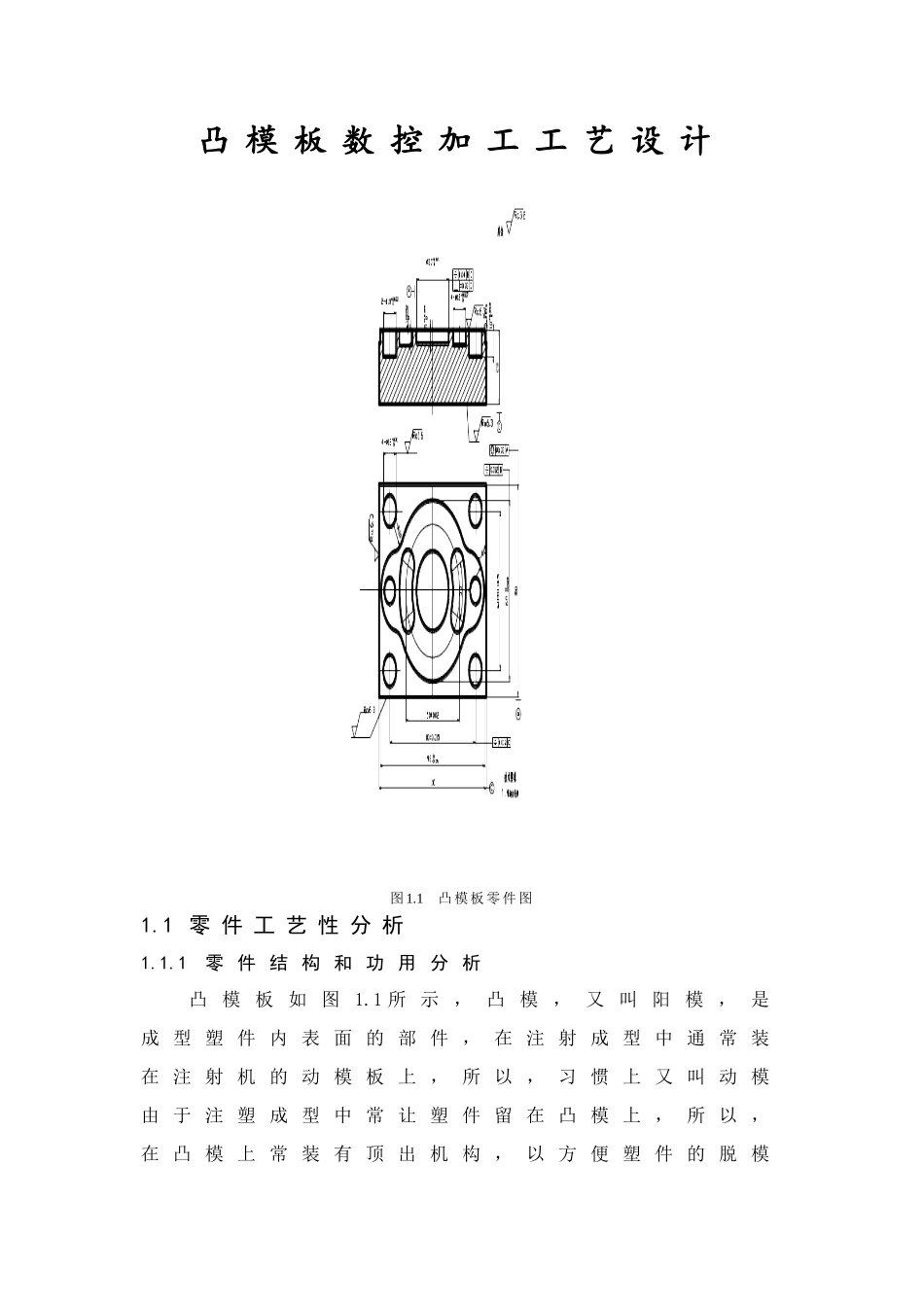
1凸模板零件图1
1零件工艺性分析1
1零件结构和功用分析凸模板如图1
1所示,凸模,又叫阳模,是成型塑件内表面的部件,在注射成型中通常装在注射机的动模板上,所以,习惯上又叫动模由于注塑成型中常让塑件留在凸模上,所以,在凸模上常装有顶出机构,以方便塑件的脱模凸模按结构形式,主要分为整体式凸模、组合式凸模
该凸模板的结构简单,其结构特点是孔较多、两侧的腰形槽较小,因此在加工时需着重考虑对刀对零件精度的影响、切削力、转孔的速度和进给量等对零件的影响
2零件图纸分析1由零件图可知,该零件形状简单、腰子形键槽尺寸较小
凸模板的尺寸精度要求并不是很高,采用铣削加工就可以达到要求,但是其形状位置精度要求较高,对称度0
03,同轴度要求为0
1,垂直度为0
04,由于模具对尺寸精度的要求比较高,加工中主要要保证的精度要求
零件的尺寸标注采用统一的基准即设计基准,无多余尺寸与封闭尺寸
3主要技术要求分析(1)大平面的精度:上表面的粗糙度3
2,它的精度将直接影响到加工的精度精度
(2)孔的位置精度:同一平面上导柱孔的位置度误差会影响生产出来的零件不合格,甚至合模时不能合上
4毛坯和材料的分析凸模板为单件,属于单件小批量生产
凸模板材料为YL15,毛坯重量约为0
毛坯为铝板切割而成,制作时毛坯的X轴方向加工余量为2mm公差为±0
02,毛坯的Y轴方向加工余量为20mm公差为±0
02,毛坯的Z轴方向加工余量为2mm公差为±0
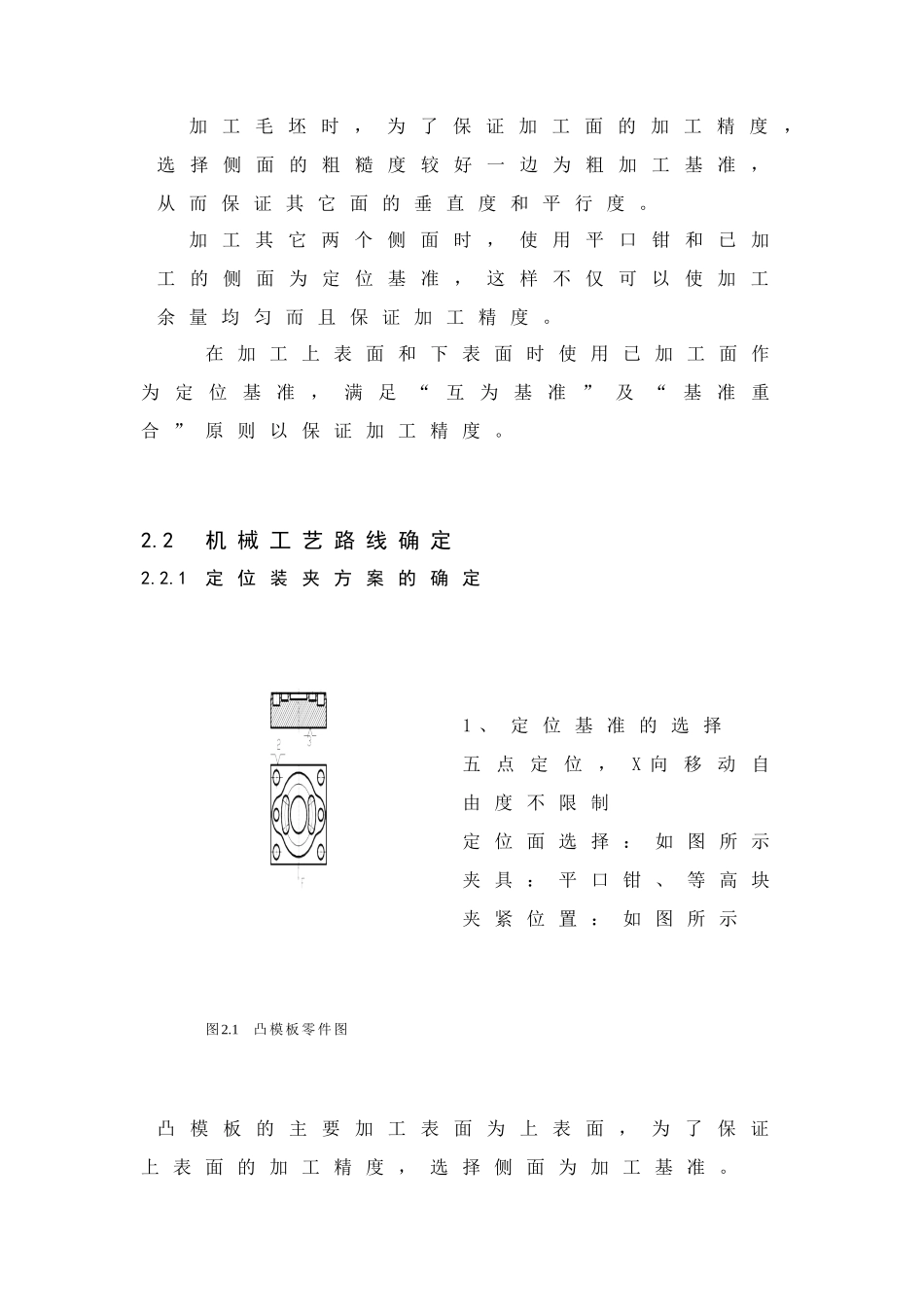
1加工毛坯时,为了保证加工面的加工精度,选择侧面的粗糙度较好一边为粗加工基准,从而保证其它面的垂直度和平行度
加工其它两个侧面时,使用平口钳和已加工的侧面为定位基准,这样不仅可以使加工余量均匀而且保证加工精度
在加工上表面和下表面时使用已加工面作为定位基准,满足“互为基准”及“基准重合”原则以保证加工