拉延模的类型 2-3二
拉延模的设计方法 3-47一
拉延模的类型 拉延模的常见类型可分为以下几种1
单动拉延模1
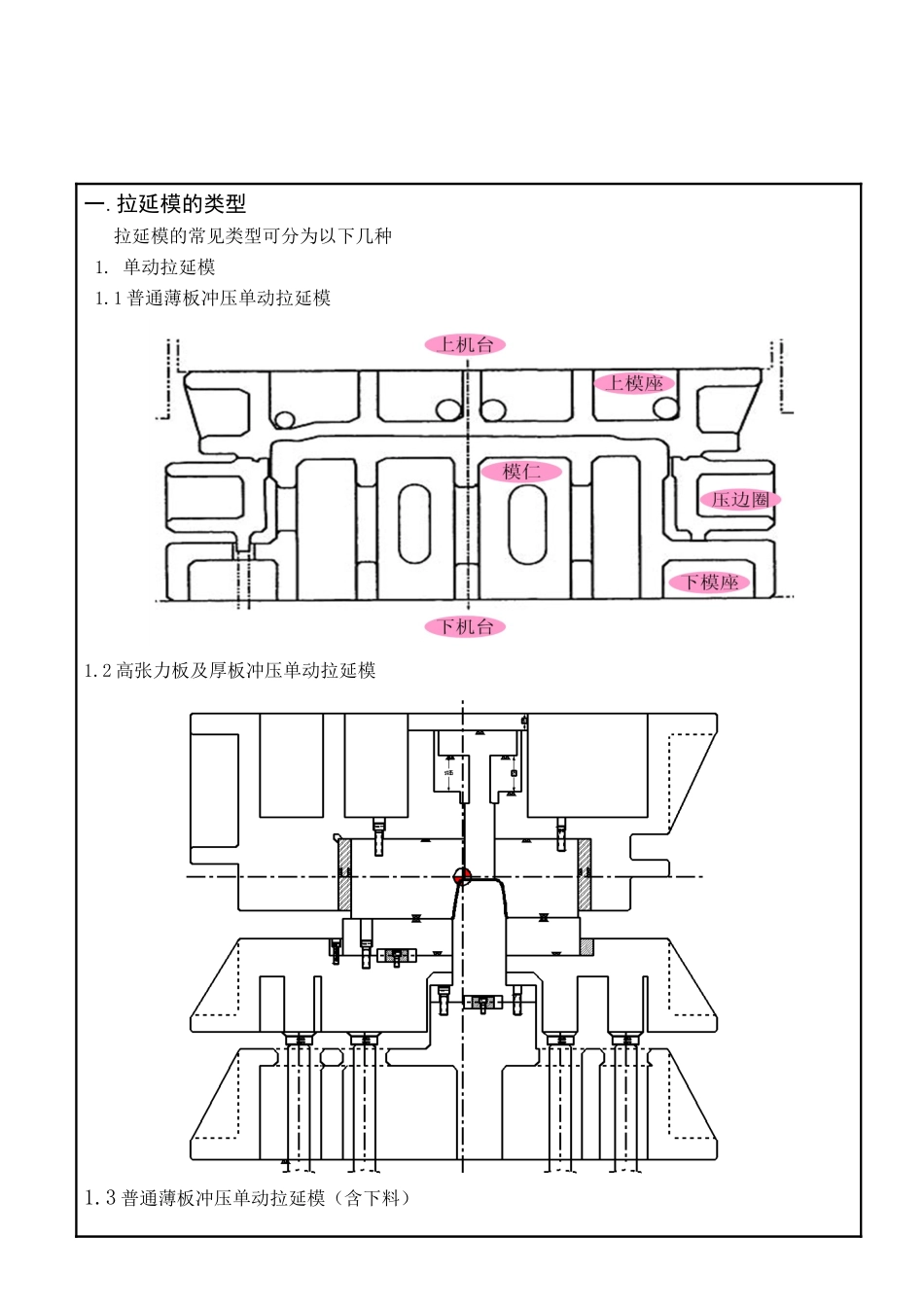
1 普通薄板冲压单动拉延模1
2 高张力板及厚板冲压单动拉延模1
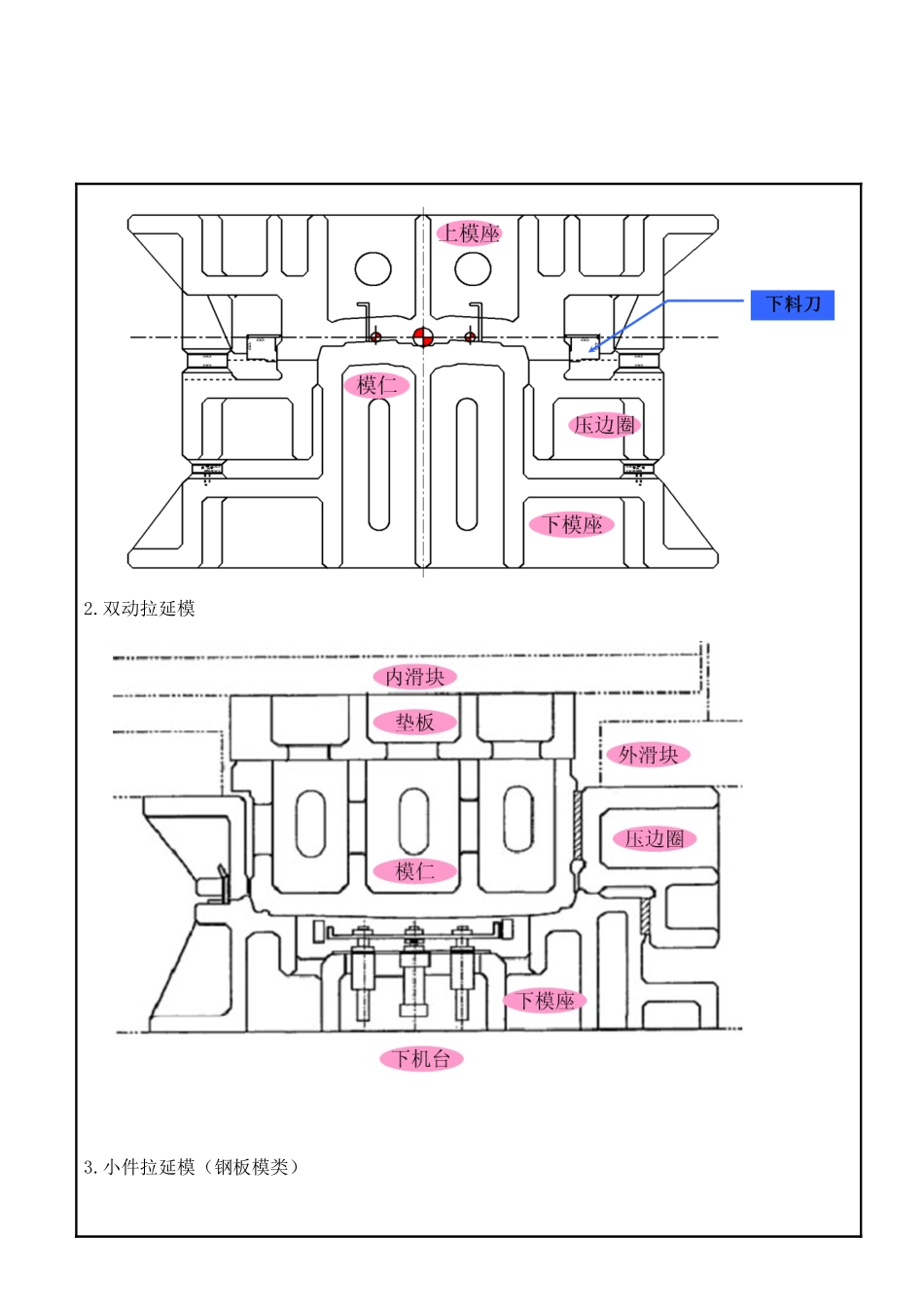
3 普通薄板冲压单动拉延模(含下料)2
双动拉延模3
小件拉延模(钢板模类)二
拉延模的设计方法1
普通薄板冲压单动拉延模的设计方法1
1 范围 本标准适用于普通薄板的拉延模和其他种类拉延模的通用部分 1
2 平衡垫块的设定 1
1 平衡垫块的作用:用于保持和调整凹模和压边圈之间的下压压力1
2 设定原则 a
通常设定在模面端部,保证垫块的安装面距模面边界至少 10MM,以防加工时过切b
两垫块之间的距离通常为 280-400MM,不宜太远和太近 c
垫块的中心处应位于模面的延长线上,且垫块上下贴面下方必须设置加强筋d
垫块通常安装在下模;小模具通常使用¢60 的垫块,大中型模具使用¢70-¢80 的垫块,其余情况按客户要求设置垫块的具体设置及安装方法如图 1 所示 图 11
3 顶杆位置的选取1
1 顶杆的作用:提供下压的力源1
2 顶杆的选取原则:程式中心、机械中心和模具中心应尽可能的重合程式中心——数模旋转、模具设计及加工的基准点 机械中心——压机中心 模具中心——模具外形的几何中心1
3 程式中心与机械中心偏离过大,会造成压机的偏载严重,所以会影响压机的精度和模具上工作部件的间隙, 对模具的三心不重合的情况作如下规定: 程式中心与机械中心偏移量通常最大不超过 75MM 机械中心与模具中心偏移量通常最大不超过 50MM 程式中心和机械中心偏移量通常最大不超过 25MM (如果程式中心与模具中心重合时按 50MM 计算)1
4 机台顶杆选取的平衡问题 为了保证机台的稳定性,顶杆应该以机台的中心对称选取,如果选取不对称时,应以机械中心为对称线再进行补选取 如