金华职业技术学院机械零件加工(铣)实训 章跃洪编写二 OO 九年九月课题一 数控铣床基本操作一.面板操作指 导 书1. 如何开机
机床开关,CNC 开关,急停开关
(关机相反)2. 如何加油
3. 如何回零
通常先回 Z 再回 X、Y
4. 手轮如何使用
(注意进给方向与手轮倍率)5. 手动方式下如何改变刀具移动速度
进给倍率↑、进给倍率↓(10%、20%……150%)快速倍率:F0、25%、50%、100%(初学置于 25%)6. 开机后如何设置一个主轴转速
MDI(录入)→程序→S××输入→循环启动7. 手动方式下如何改变主轴转速
8. 录入方式下如何操作
MDI(录入)→程序→ 指令 输入→循环启动9. 编辑方式下如何建立一个新程序
或打开一个已有程序
删除一个已有程序
建立:O××××,插入(或 EOB)
打开:O××××,下光标
删除:O××××,删除
10.如何输入、修改、删除程序字
11.如何检索程序或字
先输入要检索的程序或字,按下光标
(上光标)12.通过哪些方式可以进行调试程序
13.自动方式下如何启动、暂停、中止加工程序
14.自动方式下如何对进给速度、快速速度及主轴转速进行调整
15.遇到撞刀等紧急情况,如何处理
按急停练习程序:(也可以自编)O0001;N10G90G40G69G15N20G91G28G00Z00;N30 M03 S500;N40G90X20Y20
;N50G43Z5H1;N60G01Z-5F100N70X-20N80Y-20;N90X20
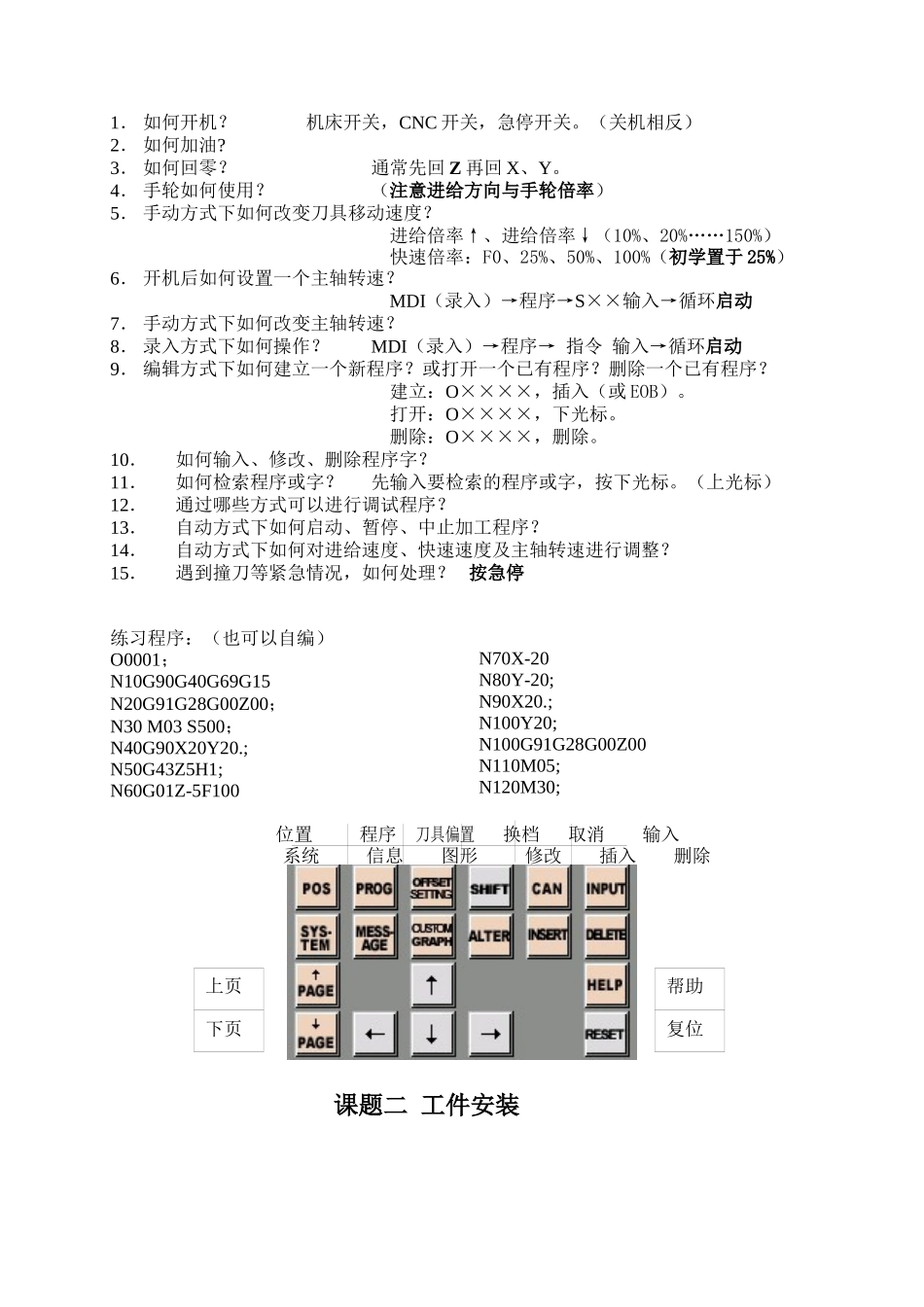
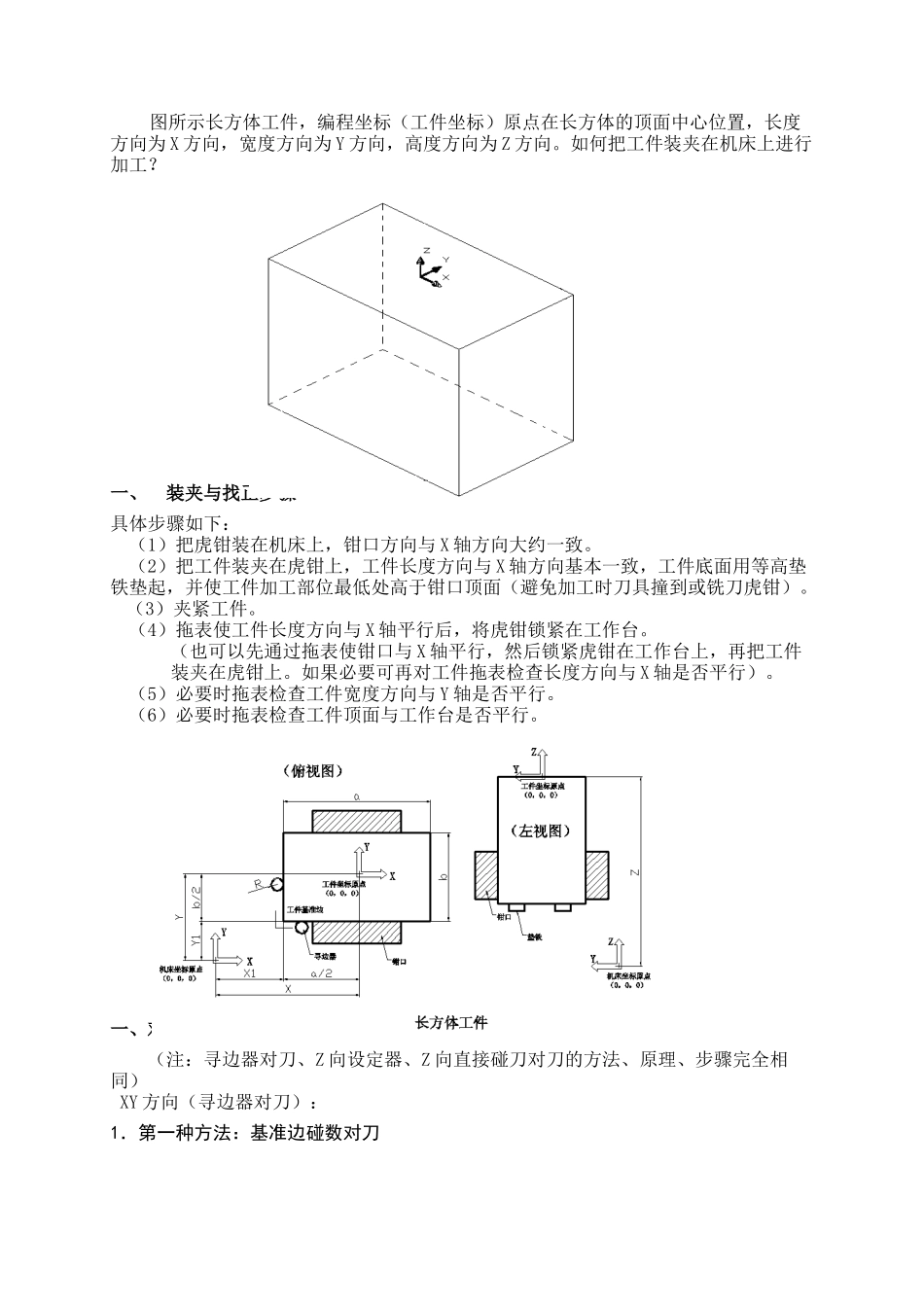
;N100Y20;N100G91G28G00Z00N110M05;N120M30;位置 程序 刀具偏置 换档 取消 输入系统 信息 图形 修改 插入 删除课题二 工件安装上页下页帮助复位图所示长方体工件,编程坐标(工件坐标)原点在长方体的顶面中心位置,长度方向为 X 方向,宽度方向为 Y 方