摘要:我国工业企业的自动化程度普遍较低,PLC 产品有很大的应用空 间,如机械行业 80%以上的设备仍采用传统的继电器和接触器进行控 制
因此,PLC 在我国的应用潜力远没有得到充分发挥
我国大中型 企业普遍采用了先进的自动化系统对生产过程进行控制,但绝大部分 小型企业尚未应用自动化系统和产品对生产过程进行控制
随着竞争 的日益加剧,越来越多的小型企业将采用经济、实用的自动化产品对 生产过程进行控制,以提高企业的经济效益和竞争实力
在自动化生产线上,有些生产机械的工作台需要按一定的顺序实 现自动往返运动,并且有的还要求在某些位置有一定的时间停留,以 满足生产工艺要求
用 PLC 程序实现运料工作台自动往返顺序控制, 不仅具有程序设计简易、方便、可靠性高等特点,而且程序设计方法 多样,便于不同层次设计人员的理解和掌握
关键字:PLC 自动化 顺序控制一、 总体要求1 使用 PLC 可编程序控制器实现工作台往返循环工作的控制
2 工作台前进及后退由步进电动机通过丝杠拖动
3 点动控制:能分别实现工作台前进和后退的点动控制
4自动循环控制:重复循环运行,工作台前进及后退 1 次 1 个循环,每碰到 换向行程开关时停止 3 秒后再反向运行
5 采用光栅尺实现工作台位置检测
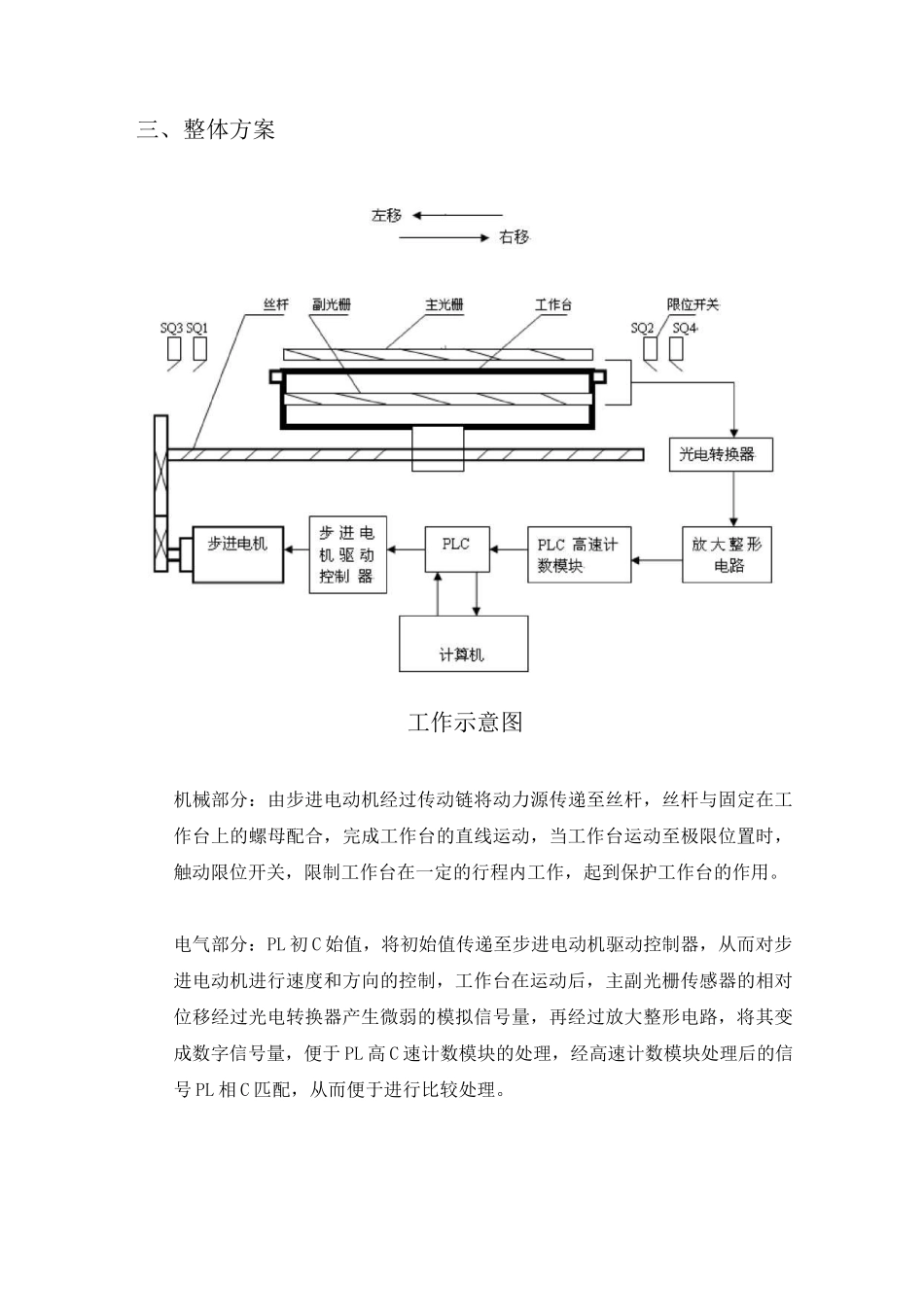
6自动循环控制线路:为了使步进电动机的正反转控制与工作台的左右运动 相配合,在控制线路中设置了四个位置开关 SQ1、SQ2、SQ3 和 SQ4,并把 它们安装在工作台需限位的地方
其中 SQ1、SQ2 被用来自动换接电动机 正反转控制电路,实现工作台的自动往返行程控制;SQ3、SQ4 被用来作终 端保护,以防止 SQ1、SQ2 失灵,工作台越过限定位置而造成事故
在工作 台的 T 形槽中装有两块挡铁,挡铁 1 只能和 SQ1、SQ3 相碰撞,挡铁 2 只能 和 SQ2、SQ4 相碰撞
当工作台运动到所限位置时,挡