1/5水平仪的使用方法一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设 备安装的水平位置和垂直位置的仪器
水平仪是机床制造、安装和修理中最基本的一种检验工具
一般框式水平仪的外形尺寸是 200×200mm,精度为 0
02/1000
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度
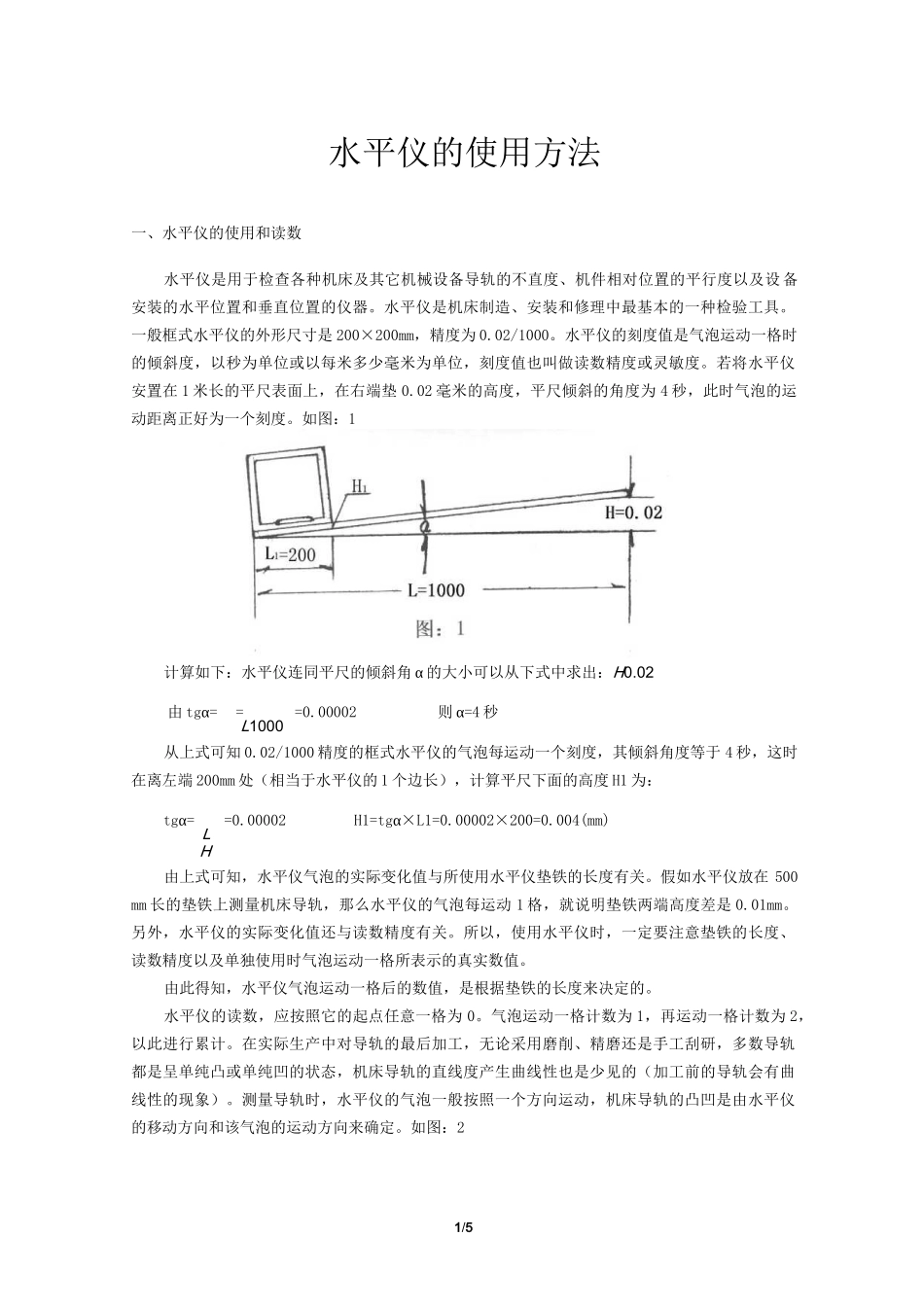
若将水平仪安置在 1 米长的平尺表面上,在右端垫 0
02 毫米的高度,平尺倾斜的角度为 4 秒,此时气泡的运动距离正好为一个刻度
如图:1计算如下:水平仪连同平尺的倾斜角 α 的大小可以从下式中求出:H0
02从上式可知 0
02/1000 精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于 4 秒,这时在离左端 200mm 处(相当于水平仪的 1 个边长),计算平尺下面的高度 H1 为:H由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关
假如水平仪放在 500mm 长的垫铁上测量机床导轨,那么水平仪的气泡每运动 1 格,就说明垫铁两端高度差是 0
另外,水平仪的实际变化值还与读数精度有关
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的
水平仪的读数,应按照它的起点任意一格为 0
气泡运动一格计数为 1,再运动一格计数为 2,以此进行累计
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定
如图:2H1=tgα×L1=0
00002×20