锻锤利用 工作部分 (落下部分或是活动部分)在工作行程中所积蓄的动能 对锻件进行打击,使锻件获得 塑性变形 的锻压设备
(1 锻锤形成次数高2 制造简单, 安装方便 3 很大的振动和噪音 4 冲击成型过程5 定能量设备 )大多采用液气驱动原理(下锤头微动上跳)2
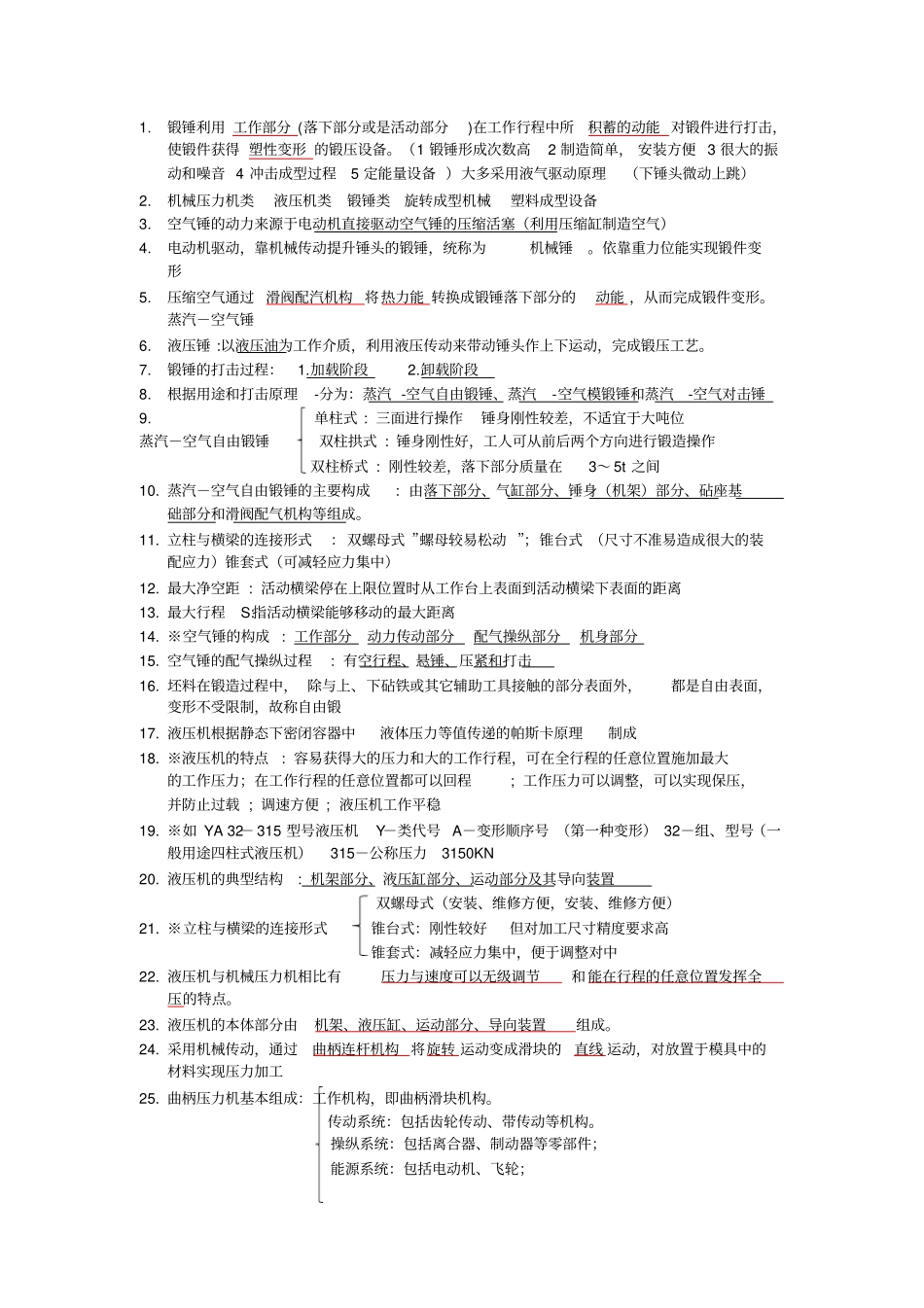
机械压力机类液压机类锻锤类旋转成型机械塑料成型设备3
空气锤的动力来源于电动机直接驱动空气锤的压缩活塞(利用压缩缸制造空气)4
电动机驱动,靠机械传动提升锤头的锻锤,统称为机械锤
依靠重力位能实现锻件变形5
压缩空气通过 滑阀配汽机构 将热力能 转换成锻锤落下部分的动能 ,从而完成锻件变形
蒸汽-空气锤6
液压锤 :以液压油为工作介质,利用液压传动来带动锤头作上下运动,完成锻压工艺
锻锤的打击过程:1
根据用途和打击原理-分为:蒸汽 -空气自由锻锤、蒸汽-空气模锻锤和蒸汽-空气对击锤9
单柱式 : 三面进行操作锤身刚性较差,不适宜于大吨位蒸汽-空气自由锻锤双柱拱式 : 锤身刚性好,工人可从前后两个方向进行锻造操作双柱桥式 : 刚性较差,落下部分质量在3~ 5t 之间10
蒸汽-空气自由锻锤的主要构成: 由落下部分、气缸部分、锤身(机架)部分、砧座基础部分和滑阀配气机构等组成
立柱与横梁的连接形式:双螺母式 ”螺母较易松动 ”;锥台式 (尺寸不准易造成很大的装配应力)锥套式(可减轻应力集中)12
最大净空距 : 活动横梁停在上限位置时从工作台上表面到活动横梁下表面的距离13
最大行程S:指活动横梁能够移动的最大距离14
※空气锤的构成 : 工作部分动力传动部分配气操纵部分机身部分15
空气锤的配气操纵过程: 有空行程、悬锤、压紧和打击16
坯料在锻造过程中, 除与上、下砧铁或其它辅助工具接触的部分表面外,都是自由表面,变形不受限制,故称自由锻17
液压机根据静态下