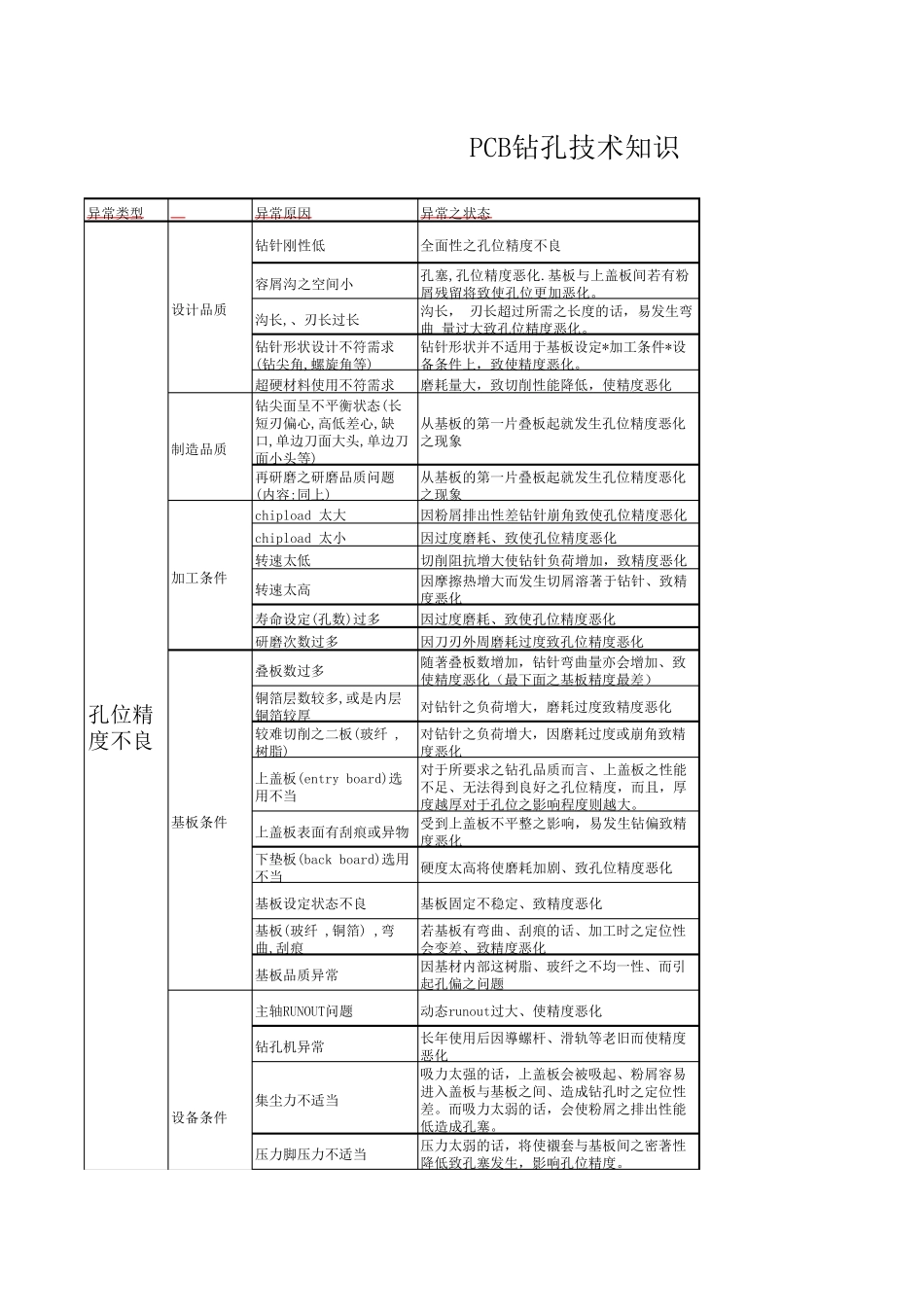
异 常 类 型 异 常 原 因异 常 之 状 态钻 针 刚 性 低全 面 性 之 孔 位 精 度 不 良容 屑 沟 之 空 间 小孔 塞 ,孔 位 精 度 恶 化
基 板 与 上 盖 板 间 若 有 粉屑 残 留 将 致 使 孔 位 更 加 恶 化
沟 长 ,、 刃 长 过 长沟 长 , 刃 长 超 过 所 需 之 长 度 的 话 , 易 发 生 弯曲 量 过 大 致 孔 位 精 度 恶 化
钻 针 形 状 设 计 不 符 需 求(钻 尖 角 ,螺 旋 角 等 )钻 针 形 状 并 不 适 用 于 基 板 设 定 *加 工 条 件 *设备 条 件 上 , 致 使 精 度 恶 化
超 硬 材 料 使 用 不 符 需 求磨 耗 量 大 , 致 切 削 性 能 降 低 , 使 精 度 恶 化钻 尖 面 呈 不 平 衡 状 态 (长短 刃 偏 心 ,高 低 差 心 ,缺口 ,单 边 刀 面 大 头 ,单 边 刀面 小 头 等 )从 基 板 的 第 一 片 叠 板 起 就 发 生 孔 位 精 度 恶 化之 现 象再 研 磨 之 研 磨 品 质 问 题(内 容 :同 上 )从 基 板 的 第 一 片 叠 板 起 就 发 生 孔 位 精 度 恶 化之 现 象chipload 太 大因 粉 屑 排 出 性 差 钻 针 崩 角 致 使 孔 位 精 度 恶 化chipload 太 小因 过 度 磨 耗 、 致 使 孔 位 精 度 恶 化转速太 低切 削 阻抗增大 使 钻 针 负荷增加 , 致 精 度 恶 化转速太 高因 摩擦热增大 而发 生 切 屑 溶著于 钻 针 、 致 精度 恶 化寿命设 定 (孔 数)过 多因 过 度 磨 耗 、 致 使 孔 位 精 度 恶 化研 磨 次数过 多因 刀 刃 外周磨 耗 过 度 致 孔 位 精 度 恶 化叠 板 数过 多随著叠 板 数增加 , 钻 针