什么是 OEE无论公司的规模,无论什么样的生产或制造系统,你总被置身于要求提高生产表现,改进质量和增加产量和产品种类的极大压力下
为了实现上述要求,质量或设备可用率中的任何一个看似只是一个单独的主要任务,但如果要制定一个可持续型的综合改进计划,则是一个困难艰巨的任务
一个取得成功关键是从简单而最有效率的对象入手,比如说机床设备的表现,这正是 OEE 使你每天的生产决策与众不同之处
OEEIMPACT 是由英国 GembaSolutions 公司开发用于改善收集和分析制造现场数据,并且建立在已经被工业界普遍接受的 OEE,GembaKaizen,SixSigm(六西格码),TQM,LeanManufacturing(精益生产),Just-In-Time 先进理论与技术上所特别设计的工具
OEEIMPACT 提供比标准 OEE 解决方案更多附属功能,而且是 CATSMES(生产制造执行系统)的核心子系统,是完全可升级的和可扩展附带模块允许你收集来自你车间资产或投入人力实时数据
我们保证 OEEIMPACT 将成为你的掌握和改进生产力工具盒中一个关键部分:• 设备节拍时• 可用率• 停工时• 利用率• 生产能力• 车间损耗•维修• 生产• 故障平均时• 瓶颈• 产品和换班• 能力改进计划• 废品•更多如何计算 OEEOEE=表现指数*可用率*质量指数•可用率可用率是将停机时间记入的参数
当机床由于故障而停机,将使你损失计划运行时间:可用率=实际操作时间/计划生产时间•表现指数许多公司有一系列关于生产节拍的计算:表现指数=(理想节拍时间*产品生产数)/操作时间理想节拍时间是指机床以最快速度生产的时间作为一个单位节拍时间
它有时也称为铭牌节拍时间
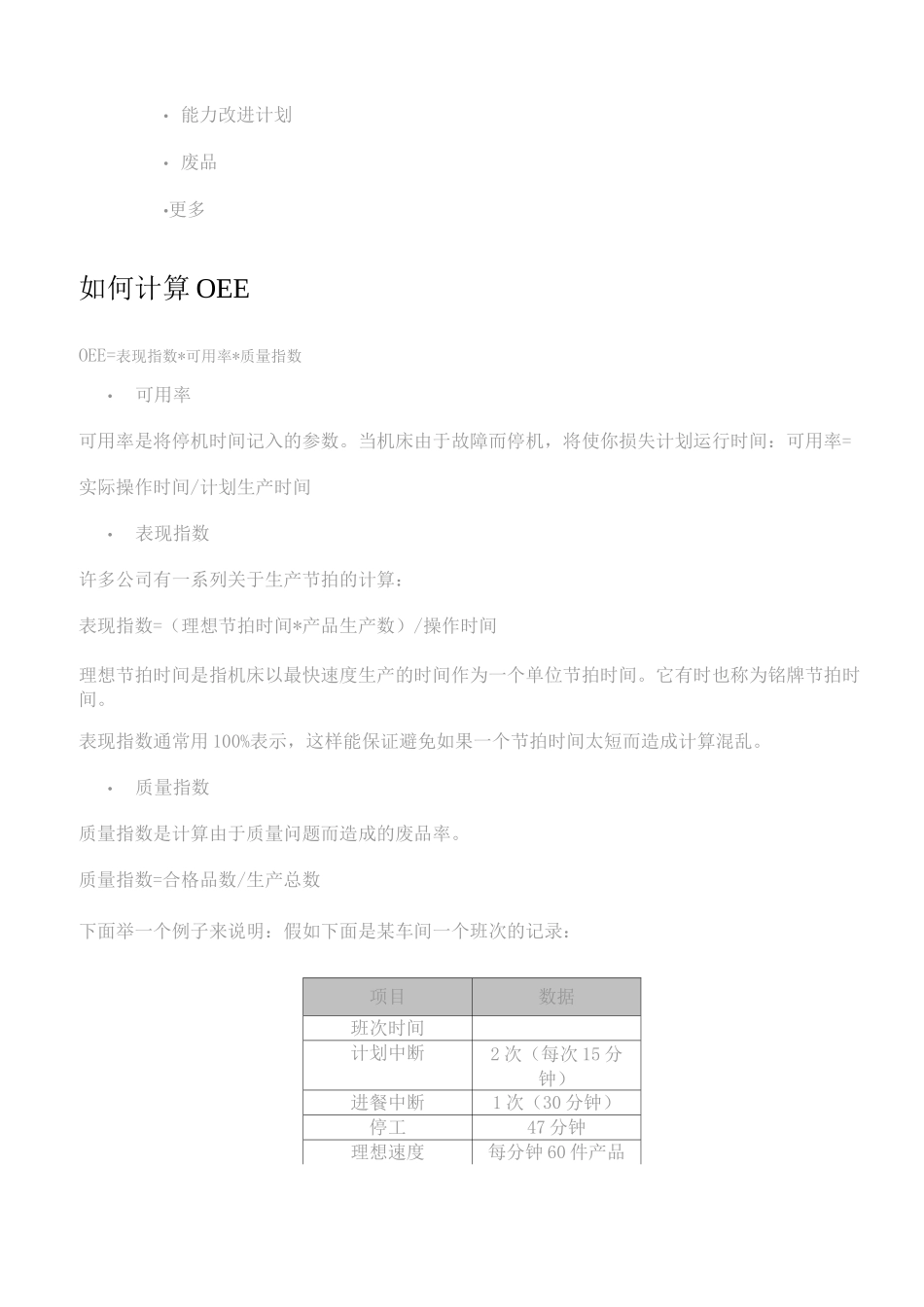
表现指数通常用 100%表示,这样能保证避免如果一个节拍时间太短而造成计算混乱
•质量指数质量指数是计算由于质量问题而造成的废品率