盾构管片预制施工质量及安全保证措施 1 工艺质量检验 1
1 三环拼装试验 (1)检测频率 管片投产后生产满50环进行一次,再生产50环管片再进行一次管片拼装,以后每生产100环做一次三环水平拼装检验,每次试验至少有一环为楔形环管片
(2)拼装方式 管片水平拼装由随机抽样的三环管片组成,试拼装不装嵌密封胶条及胶片
在平整结实的场地进行拼装,第一环管片下均布可以调节高度的台座,台座的承重能力超出三环管片的总重量,拼装前调整台座的水平度
管片块与块、环与环之间用弯螺栓连接紧密,环与环之间采用错缝拼装
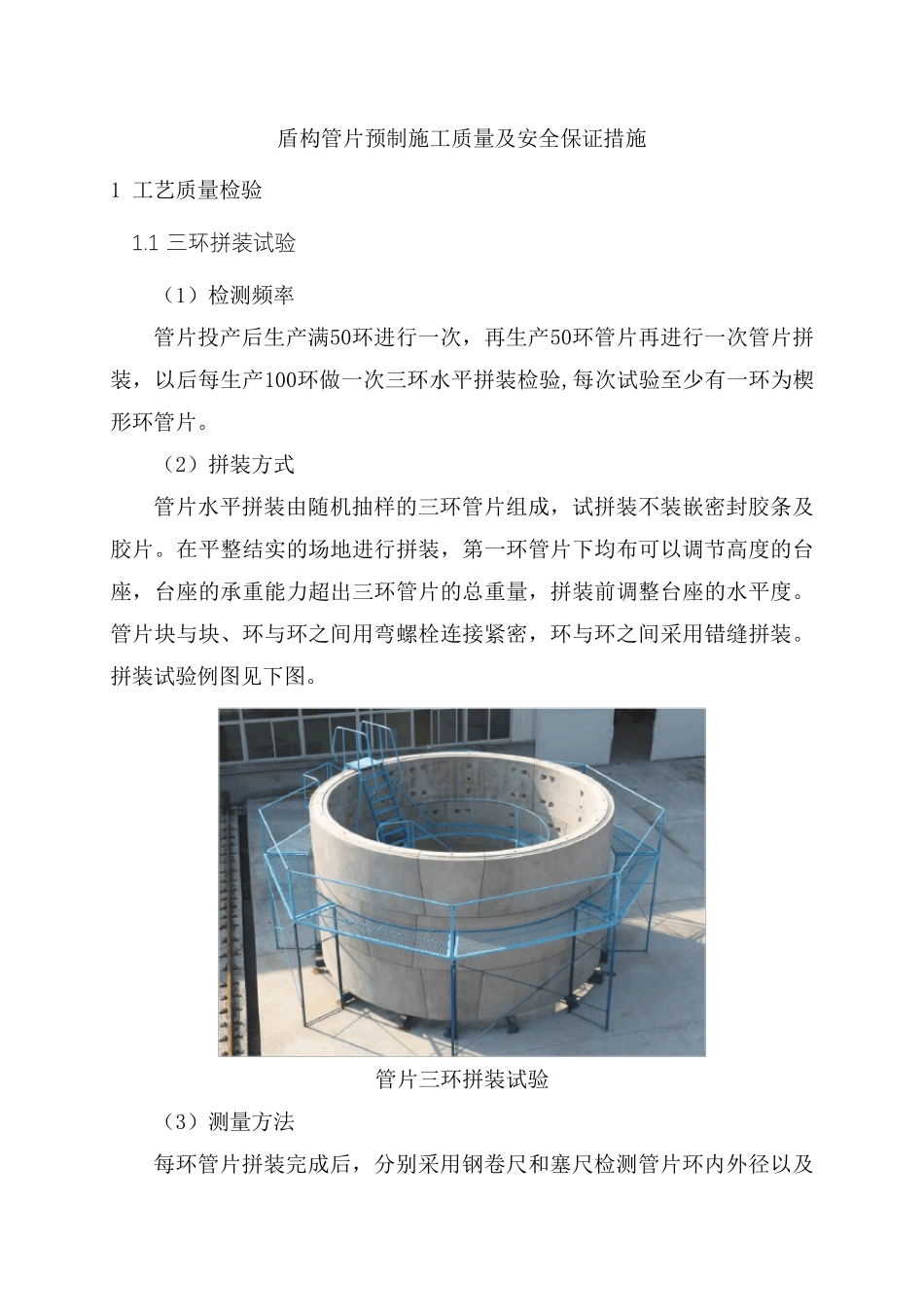
拼装试验例图见下图
管片三环拼装试验 (3)测量方法 每环管片拼装完成后,分别采用钢卷尺和塞尺检测管片环内外径以及 纵、环向管片直接接触面的缝隙宽度,使用插钢丝的方法检测螺栓与孔间隙
管片内外环直径的测量点设置在环向间隔45°的四个方向上,每环内外直径测点数量各4点
纵、环向缝间隙每环各测量6点,即每块测量纵、环向缝间隙各1点,取每块管片纵环向缝隙最大处测量
(4)允许偏差 三环水平拼装精度要求见下表所示
试拼装的精度表 序号 内容 检验要求 检测方法 允许误差(mm) 1 环缝间隙 每环测三点 插片 ≤2 2 纵缝间隙 每条缝测三点 插片 ≤2 3 成环后内径 测4条(不放衬垫) 钢卷尺 ±2 4 成环后外径 测4条(不放衬垫) 钢卷尺 -2~+6 5 纵环向螺栓全部穿进 螺栓与孔间隙 插钢丝 ≤1 1
2 抗弯试验 每单位工程做一次
管片抗弯示意见下图
(1)试验工具 200T千斤顶,7个示值为0~100MPa精度1
5 级工作压力表,一个百分表,试验台架
压力表、百分表经计量检测所检定合格
(2)量值依据 加荷时依照检定的(荷载—压力表示值示值)线性回归方程得出每一级荷重下压力表示值
(3)试验方法 ①加荷方法:采用千斤顶分配梁系统加荷,加荷点间距900mm