[ 录入者 :gsklj | 时间 :2007-11-23 16:27:33 | 作者 : | 来源 : | 浏览 :576次 ] 产品简介GSK 218M 为广州数控自主研发的普及型数控系统( 适配加工中心及普通铣床) ,采用 32 位高性能的 CPU和超大规模可编程器件FPGA,实时控制和硬件插补技术保证了系统μ m级精度下的高效率,可在线编辑的PLC使逻辑控制功能更加灵活强大
产品特点系统标准配置为四轴三联动,旋转轴可由参数设定;本系统最高定位速度可达30 米/ 分,最高插补速度达15 米/ 分;直线型、指数型和 S 型多种加减速方式可选择;具有双向螺距误差补偿、反向间隙误差补偿、刀具长度补偿、刀具半径补偿功能;提供多级密码保护功能,方便设备管理;中、英文界面可参数选择;程序区空间为56M,最大可存储400 个程序,支持后台编辑功能;具有标准 RS232及 USB接口功能,可实现 CNC与 PC机双向传输程序、 参数及 PLC程序;具有 DNC控制功能,波特率可参数设定;内置 PLC,实现机床的各种逻辑功能控制;梯形图可在线编辑、 上传、下载; I/O口可扩展(选配功能);标准梯图可适配斗笠式刀库和机械手刀库;手动干预返回功能使自动和手动方式灵活切换;手轮中断和单步中断功能可完成自动运行过程中的坐标系平移;程序再启动功能使公休或断刀后的断点处启动成为可能;背景编辑功能允许在自动运行时编辑程序;刚性攻丝和主轴跟随方式攻丝可由参数设定;三级自动换当功能,可由设定主轴转速随时切换变频输出电压;具有旋转、缩放、极坐标和多种固定循环功能;帮助菜单使操作者可脱离说明书随时在线查阅多种帮助选项
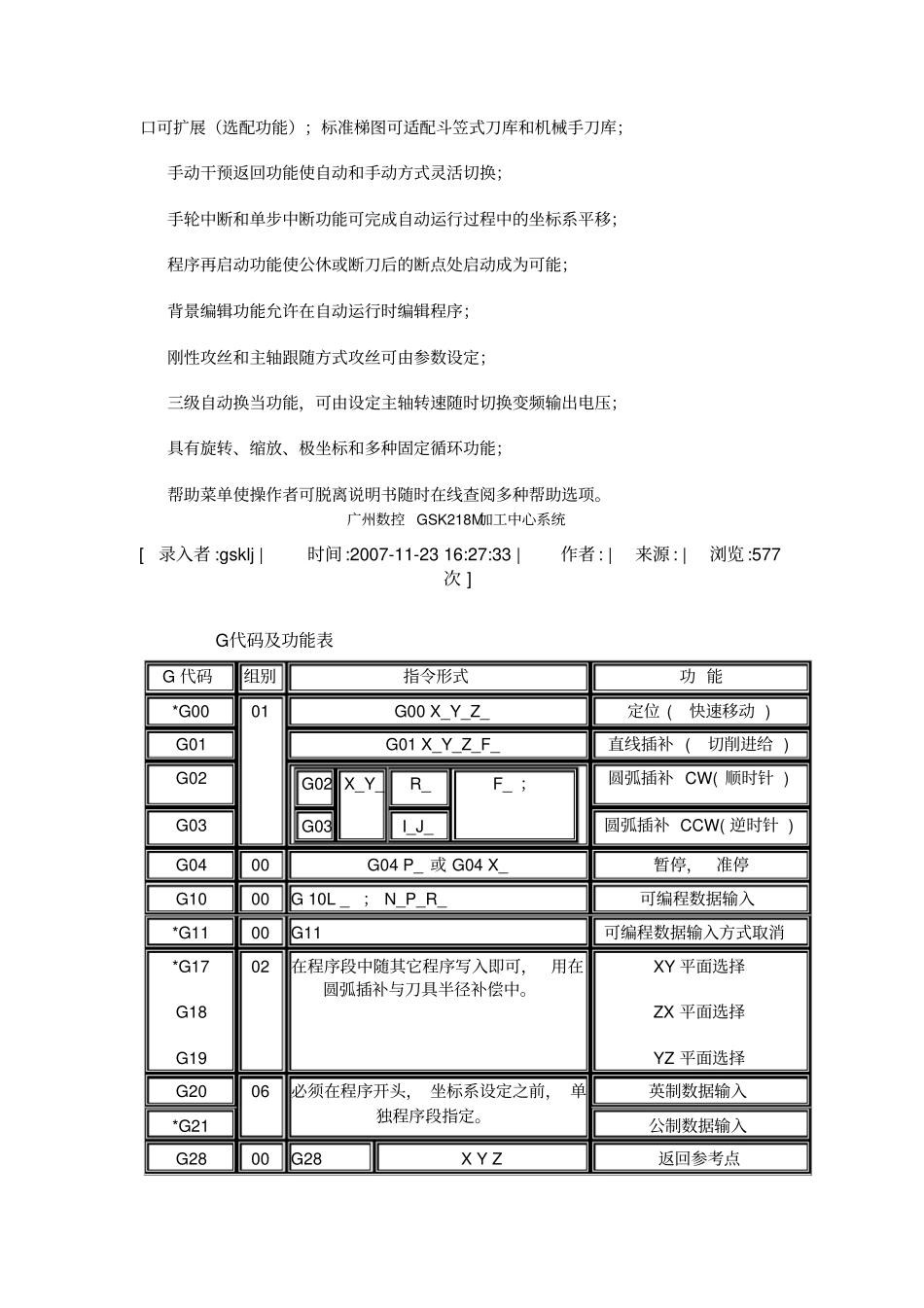
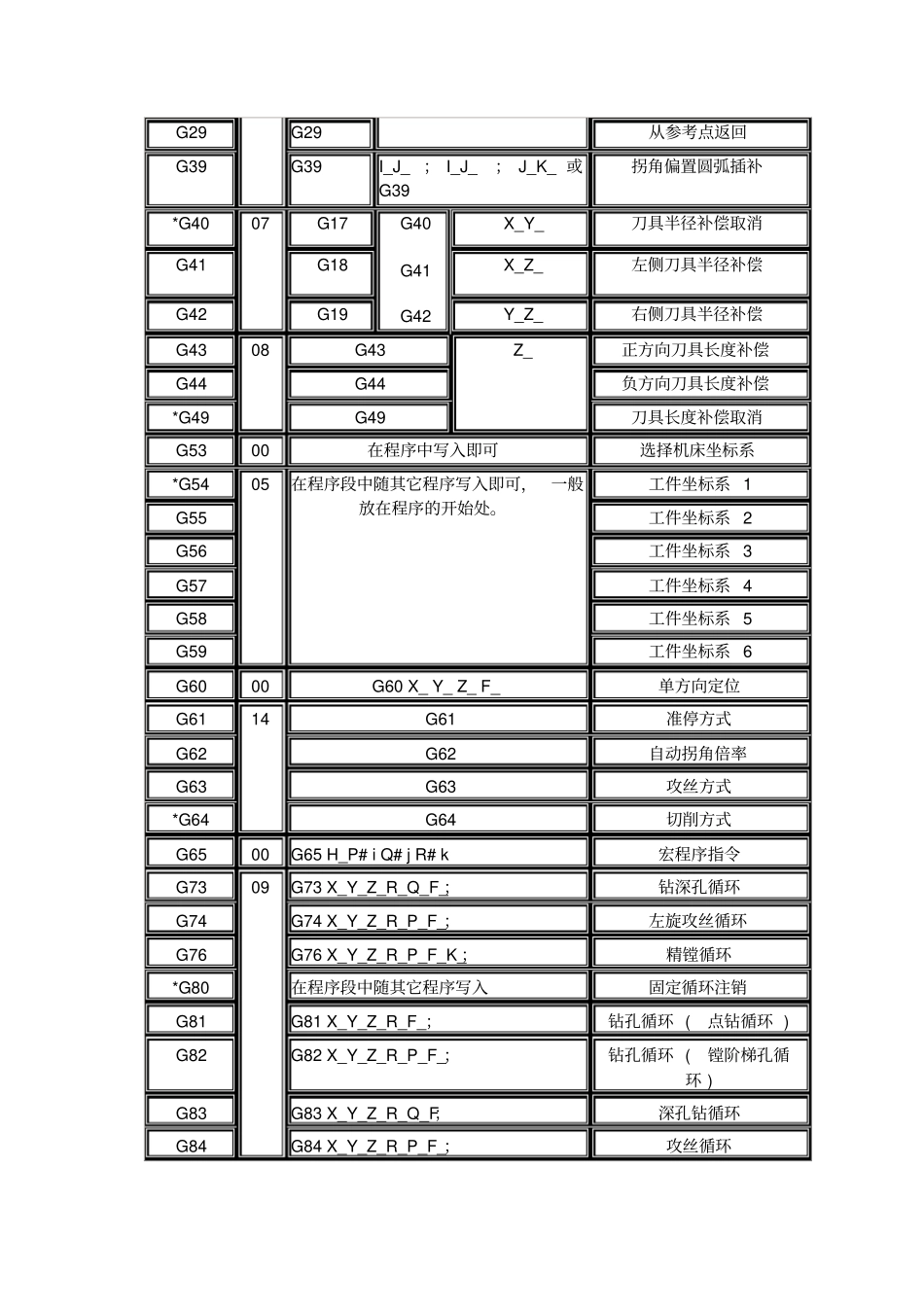
广州数控 GSK218M加工中心系统[ 录入者 :gsklj | 时间 :2007-11-23 16:27:33 | 作者 : | 来源 : | 浏览 :577次 ] G代码及功能表G 代码